Соединительные муфты для кабелей напряжением до 10 кВ с бумажной изоляцией. Технологический процесс, характерный для монтажа любых соединительных муфт, а также смену технологических операций и приспособлений, инструментов, материалов на рабочих местах легко проследить на примере монтажа свинцовых или эпоксидных муфт для кабеля марки ААБ2л-10 (кабель с алюминиевыми токопроводящими жилами, бумажной пропитанной изоляцией, алюминиевой оболочкой, бронепокровом из плоских лент, особо усиленной подушкой у защитного покрова оболочки, наружным покровом; рабочее напряжение кабеля 10кВ). Для соединения или ремонта строительных длин этого кабеля следует применять соединительные муфты СС, СЭ или СЭв.
Соединительная свинцовая муфта марки СС (рис. 81) представляет собой трубу, изготовленную из свинца. После изолирования мест соединений жил концам трубы при монтаже придают сферическую форму до соприкосновения со свинцовой или алюминиевой оболочками соединяемых концов кабелей. Затем трубу припаивают к оболочкам для обеспечения герметичности муфты. Муфту заполняют заливочным составом через отверстия, вырубаемые в ней во время монтажа, а затем запаивают после заливки. Заземление осуществляют медным многопроволочным проводом, припаянным к корпусу муфты и металлическим оболочкам кабеля.
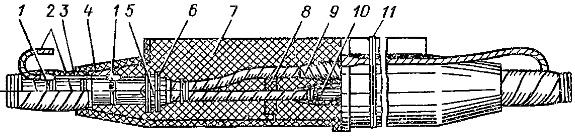
Рис. 81. Соединительная свинцовая муфта СС:
1, 11 — проволочные бандажи, 2 — провод заземления, 3 — корпус муфты, 4 — заливочное отверстие, 5 — подмотка рулонами, 6, 8 — бандажи из кабельной пряжи, 7, 9, 10 — подмотки роликами шириной 25, 10 и 5 мм, 12 — соединительная гильза
Муфту защищает от механических повреждений кожух, состоящий из двух симметричных продольных половин, стягиваемых болтами. Защитные негерметичный марки КзЧ и герметичный КзЧГ кожухи изготовляют из серого чугуна, а КзП — из пресс-материалов.
Соединительная эпоксидная муфта марки СЭ (рис. 82) состоит из двух разъемных полукорпусов, которые в месте сочленения плотно подогнаны друг к другу. После соединения жил и их изоляции устанавливают резиновые уплотнительные кольца и полумуфты, предварительно одетые на концы кабелей, а также эпоксидные распорки (звездочки). Концы полумуфт уплотняют, а внутреннюю полость заполняют эпоксидным компаундом. Излишки концов провода заземления, напаянные на броне и оболочке соединяемых кабелей, отрезают, концы соединяют между собой и прикрепляют к муфте.
Наиболее сложной и ответственной операцией при монтаже соединительных муфт является восстановление заводской изоляции после соединения жил. Бумажную изоляцию кабелей восстанавливают комплектами роликов, рулонов, бобин и хлопчатобумажной пряжи, поставляемыми заводом-изготовителем (см. гл. VII).
Восстановление изоляции роликами и рулонами. Для ступенчатого восстановления изоляции жил на участке И (см. рис. 67) снимают верхние расцветочные ленты.
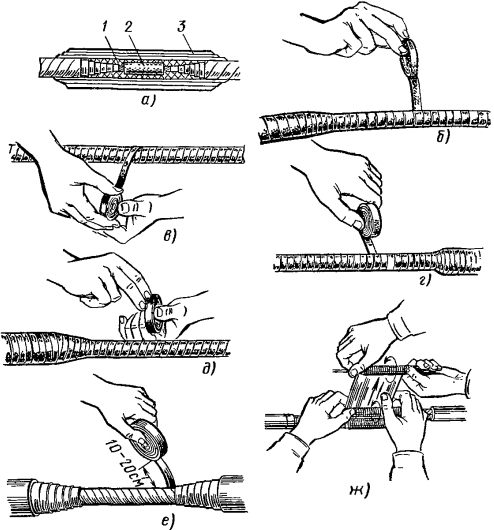
Для ровного обрыва бумажных лент применяют специальное приспособление или тонкую стальную проволоку с двумя свинцовыми грузиками. Приспособление (рис. 83, а) состоит из обжимной ленты 3 (стальная фольга, фотопленка или другой эластичный материал), которая обхватывает бумагу фазной изоляции 2 жилы 1. Лента натягивается пружиной 6. Натяжения регулируют рычагом 8 с пружиной 7, находящимися в зажиме 9. Обжимную ленту одним концом закрепляют в прорезях скобы 5, затем, огибая жилу кабеля, пропускают через буртики 4 и зажим 9.
Рис. 83. Приспособления для обрыва бумажных лент изоляции кабелей:
а — обжимная лента с пружинным устройством, б — грузики со струной
Для получения ровного обрыва бумажных лент на изоляцию кабеля навивают виток тонкой струны с грузиками (рис. 83,б). После снятия определенного количества верхних лент 11 у места намотки струны последнюю вместе с грузиками 10 перемещают к месту соединения на расстояние, равное ширине ступени.
После разделки концов кабеля (см. гл. VIII) без перерыва выполняют технолог уже надеты все неразъемные изделия, предназначенные для последующих операций (корпуса муфт или полумуфт, уплотнительные резиновые кольца и т. д.).
Разделанные концы кабеля, закрепленные в зажимах стоек специального приспособления (см. рис. 68), соединяют между собой одним из способов, описанных в гл. X.
После каждой операции (например, механической обработки соединительных гильз) участки, на которых выполняли работы, и прилегающие к ним участки, промывают прошпарочным составом МП-1, разогретым до 120-130 °С.
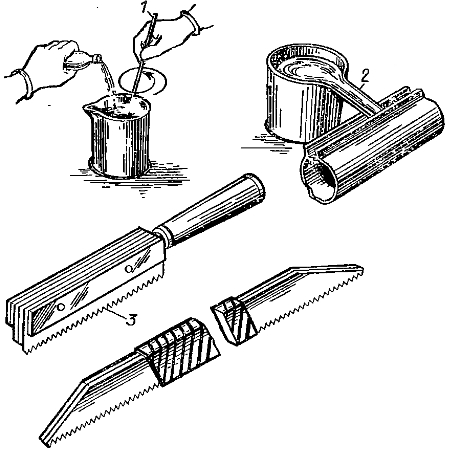
Предварительно разогретые ролики и рулоны достают из банки только крючком (рис. 84, а), исключая попадания на них влаги с рук или инородных частиц.
Рис. 84. Комплект приспособлений для восстановления бумажной изоляции: а — крючки для захвата роликов, б — шаблон, в — обойма с катушкой для наложения ниточных бандажей
Восстановление изоляции (рис. 85, а) начинают с оголенных участков жил (между соединительной гильзой и торцом ступенчатой разделки заводской изоляции). Подмотку роликов (рис. 85, б-е) шириной 5, а затем 10 мм ведут до шести-семи слоев над местом соединения и по заводской изоляции по ширине наматываемых свер-ху рулонов. Поверхность изоляции каждой пары соединяемых жил выравнивают до цилиндрической формы. При подмотке ролик удерживают между большим и указательным пальцами правой руки и передвигают его сверху вниз. В нижнем положении ролик перекладывают в левую руку и передвигают снизу вверх. Повторяя эти операции, электромонтер равномерно накладывает каждый слой ленты ролика, чтобы исключить воздушные зазоры и складки. Свободной рукой разглаживают наложенные витки ленты ролика. Зазор в стыках между разделкой заводской изоляции и слоями подмотки не должен превышать 0,3 мм. Несовпадение зазоров между лентами в радиальном направлении обеспечивают соответствующей установкой в начале подмотки ролика с вырезом, выполненным при его повороте.
Рис. 85. Примеры отдельных операций по восстановлению бумажной изоляции кабелей:
а — расположение бумажной изоляции при комбинированном изолировании роликами и рулонами, б — подмотка роликом правой рукой сверху вниз, в — передача ролика из правой руки в левую, г — подмотка роликом левой рукой снизу вверх, д — передача ролика из левой руки в правую, е — поворот ролика с вырезкой ленты при наложении следующего слоя изоляции, ж — наложение рулонной изоляции перемоткой; 1, 2— подмотка бумажными роликами с шириной ленты 5 и 10 мм, 3 — намотка рулонной изоляции
Дальнейшую изоляцию выполняют рулоном (рис. 85, ж). У рулона, взятого из термостата, обрывают два-три верхних слоя бумаги. Рулон зажимают с обоих торцов руками и плотно накладывают на подмотку, выполненную роликами. Во время намотки ленты рулона при каждом обороте подтягивают намотанные слои, вытесняя при этом воздух и лишний пропиточный состав. По окончании перемотки рулона продолжают вращать бумагу в направлении намотки для уплотнения. Эту операцию следует выполнять осторожно, чтобы не сдвинуть с места весь рулон, и быстро, чтобы не дать ему остыть.
Верхние загрязненные руками слои бумаги после затяжки рулона удаляют. Общая толщина изоляции поверх гильзы для кабелей напряжением 6 кВ составляет 5 мм, для 10 кВ — 7 мм.
Рулонную подмотку обрывают на конус приспособлениями (см. рис. 83) или специальными шаблонами (см. рис. 84, б), с помощью этого шаблона из цилиндрической части рулона или ролика выдавливают внутренний конус, который затем срезают. Оставшаяся часть рулона при намотке с одного конца создает ступенчатую конусную изоляцию.
При намотке каждый рулон во избежание разматывания перевязывают хлопчатобумажной пряжей, взятой из термостата. Для наложения бандажей из этой пряжи применяют специальные приспособления (см. рис. 84, в).
Восстановление изоляции самосклеивающимися лентами. Аналогично поставке комплектов роликов, рулонов и бобин с пряжей для муфт марки СС в комплектах соединительных эпоксидных муфт марки СЭ поставляют самосклеивающиеся ленты, применяемые для восстановления бумажной изоляции в местах соединения жил. Для этого бумажную изоляцию кабеля после снятия рас-цветочных лент и временно оставленного пояска оболочки, зазоры между срезом бумажной изоляции и контактным соединением (гильзой или местом сварки), а также контактное соединение обезжиривают и протирают сухой салфеткой.
Зазоры и контактное соединение изолируют двумя слоями из самосклеивающейся ленты марки ЛЭТСАР ЛППм без захода на бумажную изоляцию жил. Ленту с 50 %-ным перекрытием вытягивают так, чтобы ее ширина была не более 70 % от исходной ширины.
Подготовка корпусов муфт к заливке изолирующими составами или компаундами. После изолирования мест соединений всех жил в муфте марки СС на них по центру муфты наматывают общий бандаж из бумажной ленты, которую перевязывают пряжей. Затем удаляют кольцевые пояски оболочек, закрепляя поясную изоляцию.
Особенно тщательно обрабатывают торцы металлических оболочек, закругляя и отгибая их острые края специальной разбортовкой (рис. 86). Раструб 4 на оболочке выполняют в самом опасном для электрического пробоя месте, т. е. в шейке муфты, где происходит резкое изменение напряженности электрического поля из-за разности диаметров изоляции внутри кабеля и корпуса муфты. Образование раструба обеспечивает плавный переход и более благоприятное распределение напряженности электрического поля в этом месте, снижая возможность электрического пробоя изоляции. Поверхность места соединений промывают разогретым прошпарочным составом.
Корпус свинцовой муфты марки СС, надетый ранее на один из концов кабеля, надвигают на место соединения жил (рис. 87, а). Оба конца корпуса муфты обивают вальком, придавая концам трубы сферу полушария с радиусом, равным половине диаметра муфты (рис. 87,б).
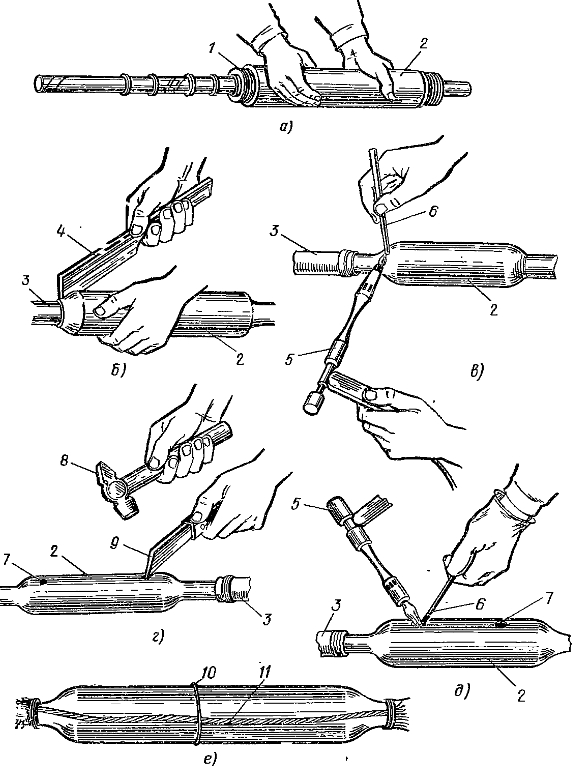
Рис. 87. Примеры отдельных операций герметизации свинцовой муфты СС и ее заземления:
а — надевание корпуса на один из концов кабеля, б — обколачивание торцов овинцового корпуса, в — припаивание горловины корпуса к оболочке кабеля, г — прорубание заливочных отверстий, д — запаивание заливочных отверстий, е — заземление муфты; 1 — чистая ткань, 2 — свинцовый корпус муфты, 3 — кабель, 4 — валек, 5 — горелка, 6 — пруток припоя, 7 — заливочное отверстие, 8 — молоток, 9 — нож, 10 — бандаж, 11 — провод заземления
Особое внимание уделяют подготовке поверхностей пайки шеек и оболочки кабеля. Места пайки алюминиевой оболочки зачищают и облуживают припоем марки А, а затем оловянистым. Места пайки свинцовой муфты после обработки слегка подогревают горелкой и протирают салфеткой, пропитанной стеарином. Пламенем горелки нагревают место пайки, а также пруток припоя, накладывая его слоем 4—5 мм на место пайки (рис. 87, в). На конце кабеля в месте отреза брони накладывают шнуровой асбест, который исключает вытекание пропиточного состава защитных покровов оболочки при ее нагреве. Поверхность пайки свинцовой муфты должна быть гладкой, без прожогов, раковин и незапаянных трещин. Пайку шейки свинцовой муфты к оболочке одного из концов кабеля выполняют не более 3—4 мин, избегая возможного перегрева бумажной изоляции. Контроль за пайкой нижней части муфты выполняют с помощью специального зеркала, имеющегося в наборе инструментов.
После этого в верхней части корпуса муфты вырубают заливочные отверстия в виде язычка треугольной формы с двумя сторонами длиной 25—30 мм (рис. 87, г). Заземление концов кабеля и корпуса муфты выполняют после ее пайки.
Аналогичные работы выполняют перед заливкой эпоксидного компаунда в корпус муфты марки СЭ. Оболочку до резинового уплотнительного кольца зачищают стальной щеткой и обезжиривают. В местах перехода с криволинейной части жил на прямолинейную (для их фиксации) при заливке компаундом устанавливают специальные эпоксидные распорки (рис. 88).
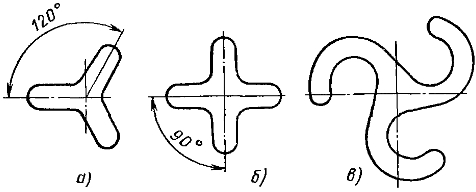
Рис. 88. Эпоксидные распорки (звездочки):
а — с прямыми лучами для грехжильных кабелей, б — с прямыми лучами для четырехжильных кабелей, в — с изогнутыми лучами для трехжильных кабелей
Перед установкой распорки тщательно зачищают и обезжиривают, после установки — закрепляют бандажом из сухих ниток. Резиновые уплотнительные кольца сдвигают так, чтобы они находились на расстоянии 10 мм от среза оболочки и зажимают хомутом. От места среза брони до края горловины муфты выполняют кольцевую подмотку липкой ПВХ лентой, которую накладывают на ступени брони до диаметра, равного диаметру горловины муфты. На остальной части брони, с заходом на защитный покров, осуществляют двухслойную подмотку из той же ленты. При выполнении этой подмотки провод заземления в месте вывода его из муфты тщательно укладывают на поверхность кабеля так, чтобы он занимал минимальную высоту.
Обе половины муфты надвигают на место соединения жил и устанавливают в рабочее положение. Для предохранения корпуса муфты от вытекания из него компаунда производят дополнительные уплотнения. Поливинилхлоридную ленту наматывают с заходом 30 мм на наружную поверхность полумуфт в местах ввода кабеля. Щели между торцами полумуфт в месте их соприкосновения уплотняют пластилином, герметиком УС-65 или замазкой. Обе половины провода заземления соединяют опрессовкой и изолируют ПВХ лентой.
При монтаже муфты марки СЭв после всех операций, связанных с изоляцией жил, установкой уплотнительных колец и звездочек, одну из полумуфт устанавливаю! на место, а провод заземления укладывают в нижнем канале полумуфты. После проверки правильности укладки провода заземления вторую полумуфту устанавливают на место. Обе полумуфты скрепляют хомутами. Уплотнение щелей и зазоров муфты марки СЭв выполняют аналогично монтажу муфты марки СЭ.
Заливка кабельных составов и эпоксидных компаундов. Подготовленные составы и компаунды доставляют из вспомогательной палатки в основную. Корпус свинцовой муфты перед заливкой состава нагревают до 50—60 °С, так как между холодными стенками муфты и остывшим составом могут образоваться пустоты, накапливающие влагу.
Во избежание усадочных раковин и пустот битумный состав заливают в корпус в несколько приемов. Маслоканифольный состав заливают в одно из отверстий (для соединительных муфт) до тех пор, пока в составе, вытекающем из другого отверстия, не прекратится выделение пены. По мере усадки и охлаждения выполняют доливку состава.
Заливочные отверстия во время остывания и усадки состава покрывают чистой и сухой тканью. После окончания доливки и полного остывания состава отверстия закрывают предварительно отогнутыми уголками и пропаивают (см. рис. 87, д).
Особо тщательно выполняют заливку в корпус муфты эпоксидного компаунда, который доставляют на рабочее место перемешанным с наполнителем и отвердителем.
После перемешивания для улетучивания воздушных включений компаунд выдерживают в течение 10—15 мин. Далее компаунд заливают в корпус муфты с небольшой высоты непрерывной струей шириной 10—15 мм по лотку (рис. 89) с переходом этой струи с лотка на стенку корпуса. Непрерывная заливка компаунда также способствует уменьшению воздушных включений при монтаже муфты.
Рис. 89. Комплект инструментов и приспособлений для монтажа эпоксидных соединительных муфт:
1 — мешалка, 2 — лоток, 3 — скребок для зачистки оболочек и брони
Отверждение компаунда происходит примерно через 12 ч после заливки (при 20 °С). При других температурах окружающей среды время отверждения компаунда изменяется. При температуре окружающей среды 5 °С и ниже компаунд может не затвердеть. В связи с этим при температурах от 10 °С и ниже применяют специальные эпоксидные компаунды УП с определенными вводимыми в них отвердителями или подогревают корпус муфты, в который заливают компаунды К-115, К-176 или Э-2200.
При температуре окружающей среды выше 25 °С до отверждения компаунда в муфту проникает разогретый пропиточный состав кабеля. Под действием высоких температур окружающей среды и саморазогрева эпоксидного компаунда в муфте образуются поры, свищи и раковины, которые резко снижают электрическую прочность ее изоляции. Поэтому при температурах окружающей среды ниже 10 °С и выше 25 °С принимают дополнительные меры при заливке эпоксидных компаундов в муфты.
Как было сказано выше, при температурах окружающей среды от 10 до 25 °С применяют все эпоксидные компаунды без предварительного подогрева, подогрева и охлаждения в момент отверждения, а компаунды УП-5-199 и УП-5-199-1 — при определенных соотношениях массовых частей отвердителей (см. гл. VII). В этом случае комплекты соединительных муфт обозначают с дополнительным индексом У (например, марка СЭ-З-У).
При температурах окружающей среды от - 40 до + 10 °С для эпоксидных соединительных муфт применяют компаунды УП-5-199 и УП-5-199-1 с определенным соотношением массовых частей Отвердителя, обеспечивающим отверждение компаундов в течение 1—3 ч после заливки без подогрева муфты. В этом случае в обозначение марки для поставляемых комплектов вводят дополнительный индекс XJI (например, марка СЭ-З-ХЛ).
До введения отвердителей компаунд подогревают до (35 + 5) °С. Отвердители вводят в компаунд, предварительно перемешав их в течение 3—5 мин. Во избежание быстрого отверждения после перемешивания компаунд заливают в корпус муфты до края литника. По мере усадки оставшийся компаунд в течение 0,5—1 ч доливают 1—2 раза в муфту. Для замедления отверждения компаунд до доливки ставят в прохладное место. Муфту после заливки компаундом обертывают теплоизолирующим материалом (войлоком или асбестом).
Искусственный подогрев корпусов муфт, залитых компаундами К-176, К-115 или Э-2200, до 20—25 °С выполняют различными способами. При подогреве горелками инфракрасного излучения ГИИВ-1 (см. гл. VIII) две горелки, размещенные с противоположных сторон на расстоянии 1 м от муфты, обеспечивают необходимую температуру. Через 2—2,5 ч после заливки компаунда горелки отключают, муфту обкладывают теплоизоляционным материалом, который снимают через сутки.
Подогрев химическими обогревателями производят в чехле из плотного сукна или в кожухе из нержавеющей стали. Химический обогреватель заполняют рабочей смесью: хлористая медь — 0,5, алюминиевый опил — 0,5, древесный опил — 1,5 и вода — 0,3 кг. Принцип действия обогревателя основан на химической реакции между хлористой медью и алюминием с выделением значительного количества теплоты. Обратимая реакция позволяет использовать смесь до трех раз без добавления активной массы, при этом количество воды увеличивают на 0,1 кг перед каждым циклом обогрева.
Соединительную муфту марки СЭ или СЭв после заливки эпоксидного компаунда обертывают бумагой для предохранения чехла от загрязнения. Воду в указанном количестве добавляют в смесь и тщательно перемешивают. Чехол размером 500x850 мм надевают на корпус муфты и закрепляют на нем. Поверх чехла накладывают теплоизоляционный материал для уменьшения потерь теплоты в окружающую среду.
Химический обогреватель в металлическом кожухе из нержавеющей стали (рис. 90) имеет двойные стенки, между которыми находится уксуснокислый натрий. Выделение теплоты происходит при кристаллизации уксуснокислого натрия, предварительно разогретого до 80 °С. Разогрев выполняют двумя горелками ГЙИВ в течение 30 мин либо пламенем газовой горелки или паяльной лампы. Разогретый обогреватель устанавливают на корпус муфты. После заливки компаунда крышку обогревателя закрывают, а его корпус обкладывают теплоизоляционным материалом.
Подогрев обогревательной камерой (рис. 91) допускается применять при отсутствии горелок ГИИ В или химических обогревателей, так как при нем неравномерно разогревается корпус муфты, а следовательно, отвержденный компаунд.
Рис. 91. Обогревательная камера для эпоксидных соединительных муфт:
а — в раскрытом виде, б — в закрытом виде с муфтой;
1 — ящик, 2 — газовый баллон, 3 — труба, 4 — пропан-бутановая горелка, 5 — кабель, 6 — термометр
Эпоксидную муфту помещают в камеру, внутренние стенки которой обшиты теплоизоляционным материалом. Через стальную трубу пропускают воздух, нагреваемый пламенем горелки. Температуру внутри камеры контролируют, регулируя пламя горелки. После отверждения компаунда прогрев прекращают. Камеру снимают после выравнивания температуры внутри ее корпуса до температуры окружающей среды. Во избежание нарушения структуры эпоксидного компаунда запрещается прогревать муфту непосредственно пламенем газовой горелки или паяльной лампы.
До монтажа эпоксидных соединительных муфт в траншеях или на эстакадах при температуре окружающей среды выше 25 °С выполняют следующее:
монтируемую муфту тщательно защищают от. прямого воздействия солнечных лучей (палатка, навес), а кабели при прокладке в траншее засыпают грунтом на всей протяженности;
непосредственно перед установкой эпоксидного корпуса муфты (или полумуфт) дополнительно обезжиривают бумажную изоляцию. В корешок разделки кабеля вводят тампон из сухой и чистой хлопчатобумажной ленты, который впитывает в себя пропиточный состав, поступающий из кабеля, тем самым исключая проникновение этого состава в компаунд до его отверждения;
охлаждают эпоксидный компаунд до температуры не выше 20 °С;
выполняют монтажные работы рано утром или ночью, когда температура окружающей среды бывает минимальной.
В случае, если указанные мероприятия оказываются недостаточными, применяют метод локального замораживания. Этот метод заключается во временном замораживании участка кабеля, исключающем проникновение из него пропитывающего состава в корпус муфты до отверждения компаунда.
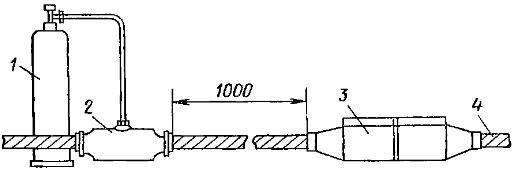
Установка для локального замораживания (рис. 92) состоит из одного или двух баллонов с жидким диоксидом углерода, съемной морозильной камеры, соединительного гибкого шланга и арматуры для присоединения шланга к баллону и камере.
Рис. 92. Схема установки для локального замораживания:
1 — баллон со сжиженным диоксидом, 2 — морозильная камера, 3 — соединительная или стопорная муфта, 4 — кабель
Для замораживания конца кабеля на расстоянии около 1 м от места монтажа муфты устанавливают съемную камеру из теплоизоляционного материала (шинельного сукна, войлока и т. д.). Для этого одну сторону камеры прошивают суровыми нитками, а другую после надевания на кабель соединяют двумя металлическими планками.
Процесс замораживания начинают до снятия оболочки при разделке кабеля. Для этого камеру заполняют диоксидом углерода. В результате быстрого увеличения объема сжиженного диоксида углерода от давления в баллоне 6—7 МПа до атмосферного давления в камере получают сухую фазу диоксида углерода («сухой» снег). Камеру снимают с кабеля через 2,5—3 ч после заливки компаунда, а при монтаже свинцовой муфты — после окончания ее монтажа. Муфту с кабелем укладывают на место не ранее чем через 0,5 ч после снятия камеры.
Монтаж защитных кожухов. Перед укладкой муфты марки СС в негерметичный кожух ее корпус, провод заземления, а также все незащищенные участки кабеля, примыкающие к корпусу, покрывают защитным лаком. Кроме того, в целях защиты от почвенной коррозии незащищенные участки алюминиевой оболочки и сам корпус муфты поверх слоя защитного лака покрывают сначала двумя слоями ПВХ ленты, затем слоем смоляной ленты с асфальтовым лаком. На кабель по обе стороны от корпуса муфты подматывают смоляную ленту так, чтобы диаметр подматываемой части был на 4—5 мм больше внутреннего диаметра горловины кожуха для обеспечения прочного закрепления в нем кабеля.
Затем муфту укладывают в нижнюю половину кожуха, закрывают ее верхней половиной так, чтобы ее выступы вошли в пазы нижней. Обе половины скрепляют болтами, затягивая их поочередно с одной и другой сторон. Гайки и головки всех болтов после затяжки покрывают защитным лаком.
В целях противопожарной защиты эпоксидные муфты при прокладке кабелей на открытом воздухе закрывают специальными кожухами (см. гл. XIII).
Соединительные муфты из самосклеивающихся лент марки ПСсл для кабелей напряжением до 6 кВ с пластмассовой изоляцией. В этих муфтах самосклеивающимися лентами восстанавливают металлический и полупроводя-щий экраны (рис. 93, а). Герметизация при восстановлении оболочки муфты достигается термоусаживаемой трубкой, а механическая защита муфт при прокладке в земле — кожухами из стеклопластика или чугуна.
При разделке концов их размер сначала принимают с запасом в 100 мм для того, чтобы длина сматываемых при разделке лент экрана была достаточной для дальнейшего экранирования муфты. Ленты экрана сматывают в рулоны и временно закрепляют на концах кабеля. Запасной участок кабеля длиной 100 мм отрезают после удаления полупроводящего экрана и поясной изоляции.
Для кабелей с алюминиевой оболочкой длина ее ступени составляет 70 мм.
После соединения жил пластмассовую изоляцию жил и ленточную поясную изоляцию восстанавливают аналогично ранее описанному способу. При этом общая толщина подмотки составляет 7 мм, а длина конусной части по краям — 15 мм. Восстановление полупроводящего экрана, а также экранов из медных или алюминиевых лент выполняют по технологии, приведенной в технической документации. Провод заземления закрепляют в соответствии с технологией, описанной в гл. VIII.
Наружный шланг восстанавливают, последовательно накладывая адгезионную прослойку из лака, самосклеивающиеся ленты и термоусаживаемую трубку. При отсутствии термоусаживаемой трубки сверху адгезионной прослойки наносят четыре слоя ленты ЛЭТСАР. На. смонтированную муфту надевают защитный кожух, уплотняя его горловины лентами из ПВХ пластиката. Соединительные муфты ПСсл из самосклеивающихся лент применяют также и для кабелей напряжением до 3 кВ с пластмассовой изоляцией.
Соединительные муфты из самосклеиваннцихся лент марки ПСсл для кабелей с пластмассовой изоляцией напряжением до 10 кВ (рис. 93, б). В отличие от конструкции кабелей с пластмассовой изоляцией напряжением 6 кВ эти кабели имеют поверх токопроводящей жилы и ее изоляции полупроводящие экраны. Кроме того, поверх скрученных изолированных и экранированных жил при изготовлении кабеля накладывают общий полупроводящий и металлический экраны.
Полупроводящий экран сверху неизолированной жилы восстанавливают двумя слоями ленты ЛЭТСАР ЛПП; изоляцию жил — подмоткой ленты ЛЭТСАР (общая толщина изоляции 10 мм).
Ленточные металлические экраны восстанавливают алюминиевыми или медными лентами. Конец алюминиевой ленты предварительно натирают разогретым припоем марки А. Один конец ленты припаивают к ленте заводского экрана оловянистым припоем. Затем ленту наматывают в два слоя с 50 %-ным перекрытием и припаивают к ленте заводского экрана другого кабеля. Существуют и другие способы восстановления ленточного экрана, которые описаны в технической документации.
Соединительные латунные и эпоксидные муфты для кабелей напряжением 20 и 35 кВ с бумажной изоляцией. В сетях с незаземленной нейтралью для соединения кабелей с бумажной изоляцией и отдельными металлическими оболочками на каждой жиле кабелей, проложенных на горизонтальных участках трассы, применяют соединительные латунные однофазные муфты марки СЛО-35 (рис. 94) и свинцовые марки ССО.
Корпус муфты марки СЛО-35 состоит из двух латунных полумуфт 1 и 9, герметично соединенных между собой и с металлическими оболочками кабелей пайкой. Изолирование мест соединения жил 6 выполняют подмоткой бумажными роликами и рулонами 5 и 7. Для выравнивания электрического поля у торцов металлических оболочек концов кабелей на конусы бумажных рулонов 8 накладывают экраны 2 из медного луженого канатика. Внутреннюю полость муфты заполняют маслоканифольной массой через заливочные отверстия, закрываемые пробкой 3. Заземляют муфты медными гибкими проводами сечением 25 мм2. Для этого провод присоединяют к металлическим оболочкам соединяемых жил кабелей, серединам корпусов всех трех однофазных муфт и броне кабелей. Муфты для защиты от механических повреждений и коррозии помещают в общий металлический кожух или кожух из стеклопластика. При прокладке в каналах и туннелях применяют только стальные кожухи.
В книге разобраны только наиболее часто применяемые соединительные муфты напряжением 1—35 кВ, характерные для отдельных групп кабельной арматуры. Более полные сведения о других муфтах (чугунных соединительных и ответвительных, эпоксидных ответви-тельных, металлических стопорных и стопорно-переходных, соединительных для прокладки кабелей под водой и др.) приведены в технической документации.