|
>>> Перейти на полный размер сайта >>> Учебное пособие Сварка пластмасс
Сварка пластсмасс прямым нагревомСпособ сварки прямым нагревом нашел широкое применение благодаря простоте технологического процесса, оборудования и оснастки. Способ не требует высокой квалификации рабочего. Его используют для изготовления пластмассовых трубопроводов различного назначения, емкостей из формованных деталей, деталей машин, рамных конструкций из профилей т.п. Наиболее просто таким методом получают стыковые сварные соединения стержней, труб, плит, профилей из полиэтилена, пропилена и поливинилхлорида толщиной 2-20 мм (рис.4.1), а также угловые соединения при изготовлении соединительных деталей пластмассовых трубопроводов (отводов, тройников, крестовин и т.п.) из пластмассовых труб диаметром 63-110 мм (рис.4.3). Прямой характер нагрева свариваемых поверхностей в рассмотренных примерах предопределяет прерывистость процесса. Процесс включает три этапа:
Рис.4.3. Cварка труб при угловом соединении (а) и при изготовлении тройников (б): 1 – свариваемые детали; 2 – готовые изделия Сварка нахлесточных соединений из листовых эластичных термопластов и пленок прямым нагревом может выполняться непрерывно (рис.4.4). На рис.4.4, а показана схема непрерывной сварки пленок, уложенных внахлестку, между которыми вручную перемещается наконечник нагретого инструмента, выполненного в виде клина. Контакт клина с внутренними поверхностями пле- нок приводит к их разогреву до температуры сварки. Сварной шов образуется за счет прижатия разогретых поверхностей друг к другу роликом, следующим вслед за инструментом. Такая схема сварки получила название сварки нагретым клином. Ручная сварка нагретым клином применяется для соединения пленок толщиной не менее 500 мкм. При меньшей толщине пленок трудно, разогрев соединяемые поверхности, не продавить верхнюю пленку прижимным роликом. Для сварки пленок толщиной до 150 мкм следует применять механизированную сварку, при которой осуществляют механизированное перемещение инструмента или свариваемого материала. Большое распространение получила схема сварки неподвижным нагретым клином с механизированной подачей свариваемого материала роликами (рис.4.4, б). При толщине пленок менее 150 мкм хорошее соединение таким способом получить не удается, так как при скольжении по нагревателю пленки размягчаются по всей толщине, теряют форму или прилипают к инструменту и вращающимся роликам.
Рис.4.4. Схемы сварки нагретым клином с ручным перемещением инструмента (а) и с механизированной подачей свариваемых пленок (б): 1, 3 – свариваемые пленки; 2 – нагретый клин; 4– прижимной ролик; 5– сварной шов; 6,7 – подающие ролики; Р – усилие прижатия Основные технологические параметры при сварке деталей прямым нагревом:
При сварке оплавлением пленок основными технологическими параметрами являются температура горячего клина ТН, скорость его перемещения, равная скорости сварки VСВ, и усилие Р прижатия роликом нахлестки. От правиль- ного выбора технологических параметров в значительной степени зависят кинетика тепловых и реологических процессов, структурных превращений в шве и околошовной зоне, возникновения и развития полей собственных напряжений и их релаксации. ОплавлениеПри контактной сварке оплавлением деталей из термопластов (труб, листов, профильных изделий) встык нагревательный инструмент вводят в непосредственный контакт с кромками заготовок, подлежащих сварке. В процессе нагрева происходит оплавление (укорочение) детали на некоторую величину S (рис.4.5) в связи с тем, что часть расплавленного материала под давлением инструмента вытекает из зоны контакта. Оплавление необходимо для равномерного прогрева торцов свариваемых стержней на определенную глубину. Для обеспечения эффективности такого прогрева необходимо обеспечить плотный контакт свариваемых торцов стерж-ней с нагретым инструментом. Это достигается оплавлением микронеровностей и удалением образующегося при этом расплава под действием давления. Эти процессы протекают тем быстрее, чем выше температура инструмента и давление и чем ниже вязкость расплава. Во время установления такого контакта основная часть тепловой энергии затрачивается на оплавление микронеровностей, а слои, удаленные от торцов, практически не разогреваются. Это время называют инкубационным периодом оплавления. Эту стадию оплавления необходимо проводить при максимальном давлении 0,05-0,08 МПа.
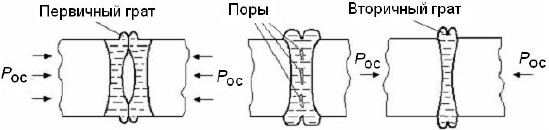
Рис.4.5. Оплавление поверхности перед сваркой: а – изотерма плавления и образование первичного грата при нагреве; б - форма оплавленной поверхности после удаления нагревателя Скорость продвижения теплового фронта с температурой, равной температуре перехода пластмассы в вязкотекучее состояние (изотермы плавления), называется скоростью проплавления, а глубина продвижения изотермы плавления – глубиной проплавления hопл (рис.4.5, б). При оплавлении плоских кромок плоским нагревателем тепловой фронт, распространяющийся внутрь нагреваемой детали, не параллелен нагревателю. В соответствии с этим линия границы проплавления также не линейна, а имеет параболическую форму (рис.4.5, а). Асимметрия теплового потока на оплавленном торце обусловлена тем, что к краям торцов поступает не только энергия от линейного теплового потока (Q1) непосредственно от нагретого инструмента. Туда же поступает энергия из внутренних областей (поток Q2) с вытекающим в первичный грат расплавом и энергия теплового излучения (поток Q3) от участков инструмента, выступающих за пределы торцов. Кривизну зоны про- плавления можно уменьшить путем охлаждения кромок вблизи нагреваемых торцов. После окончания инкубационного периода скорость проплавления интенсивно возрастает, достигая максимальной величины, после чего между скоростью проплавления и скоростью оплавления (укорочение стержня) наступает равновесие. Процесс переходит в квазистационарный. Эффективность нагрева при квазистационарном процессе минимальна, так как глубина проплавления практически перестает расти. Дальнейший нагрев деталей уже не имеет смысла, т.к. расплавленный полимер будет весь эвакуироваться в грат, а hпр больше не увеличивается. Для уменьшения количества первичного грата, т.е. объема вытекающего в грат расплава, в процессе нагрева по мере оплавления необходимо уменьшать давление. Давление должно обеспечивать лишь контакт инструмента с расплавом, необходимый для теплопередачи за счет теплопроводности. Для получения максимальной глубины проплавления с минимальным первичным гратом, незначительной кривизной зоны проплавления и серповидностью оплавленного торца вторую стадию оплавления следует проводить при плавном уменьшении давления до 0,005-0,01 МПа. После отрыва нагретого инструмента от оплавляемого торца кромки приобретают серповидную форму (рис.4.5, б). Это необходимо учитывать при выборе технологических параметров режимов оплавления и осадки. Серповидность обусловлена неравномерностью распределения тепловых деформаций, а также адгезией расплава к инструменту. Глубина серповидности увеличивается с увеличением длительности нагрева и толщины стенки детали. Сварку прямым нагревом (оплавлением) выполняют либо в режимах, исключающих деструкцию полимера при оплавлении, т.е. сварочный инструмент имеет температуру, незначительно превышающую температуру текучести свариваемых материалов, либо инструмент нагревается на 100 – 150 градусов выше температуры текучести, но при этом продолжительность оплавления резко сокращается. Пауза, необходимая для удаления инструмента, равна времени перехода от этапа оплавления к этапу осадки. За это время расплавленные торцы не должны сильно переохладиться. Кроме того, при длительной паузе интенсивно развивается процесс термоокислительной деструкции, начавшийся при контакте торцов с инструментом. Этот процесс сопровождается выделением газов. В связи с этим продолжительность паузы не должна превышать 1-3 с в зависимости от типа сварочной установки, её привода и геометрии изделия. Осадка обеспечивает непосредственный физический контакт оплавленных кромок и взаимодействие макромолекул по поверхности свариваемых деталей. Возникновению межмолекулярного взаимодействия могут препятствовать пузырьки воздуха, захваченные расплавом полимерного материала, окисленный поверхностный слой, а также различные загрязнения.
Рис.4.6. Схема захвата воздуха при стыковке торцов на этапе осадки На рис.4.6 показано, как происходит захват воздушного пузыря при соединении серповидных торцов. Удаление воздушных прослоек, продуктов термоокислительной деструкции и других загрязнений возможно только при развитом течении расплава за зону сварки с образованием вторичного грата. Для этого давление должно быть снова повышено и обеспечена необходимая скорость осадки. Однако при больших скоростях осадки упругие напряжения, возникающие в расплаве, могут достигать больших значений. После осадки во избежание появления поля собственных напряжений стык необходимо выдержать под давлением до его естественного охлаждения и релаксации напряжений. Однако течение вдоль стыка приводит к ориентации макромолекул после охлаждения также вдоль стыка, т.е. перпендикулярно направлению приложения эксплуатационной нагрузки. Такая ориентация наряду с неполным вытеснением газовых прослоек и загрязнений снижает прочность сварных соединений. Этого недостатка в некоторой степени можно избежать, применяя вместо плоского профилированный инструмент (рис.4.7).
Рис.4.7. Схема сварки встык нагретым профилированным инструментом: а– нагрев кромок; б – осадка; в – инструмент; 1, 3 – соединяемые детали; 2 – инструмент; 4 – шов; РН – давление нагрева; РОС – давление осадки Благодаря увеличению площади контакта можно получить сварное соединение, равное по прочности основному материалу. Эту же цель преследует применение
|