|
>>> Перейти на полный размер сайта >>> Учебное пособие Сварка пластмасс
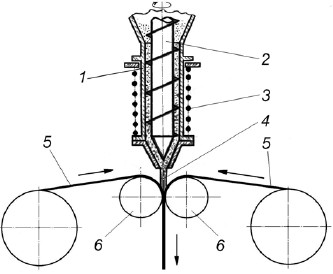
Технология и параметры режима сварки пластмассЭкструзионная сварка обычно применяется для термопластов с низкой температурой текучести и широким температурным интервалом вязкотекучего состояния, способных выдерживать значительный перегрев без деструкции. К ним относятся полиэтилен, полипропилен, пластифицированный поливинилхлорид и др. Бесконтактную экструзионную сварку целесообразно применять для соединения материалов небольшой толщины (до 3 мм). Это, в первую очередь, одно- и многослойные пленки и армированные пленочные материалы. Сварка производится путем непрерывной подачи в зазор между соединяемыми поверхностями расплава, который вместе с пленками проходит между прижимными роликами (рис.3.2). Преимуществом сварки по этой схеме является то, что исключается возможность утонения материала в зоне шва, возможное при других методах.
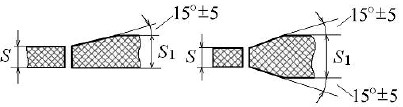
Рис.3.2. Схема бесконтактной экструзионной сварки полимерных пленок: 1 – корпус экструдера; 2 – шнек; 3 – нагреватель; 4 - присадка из экструдера; 5 – свариваемые пленки; 6 – прижимные ролики Скорость сварки пленок зависит от производительности экструдера и их толщины и может изменяться от 0,5 до 3 м/с. Тонкие полиэтиленовые и пропиленовые пленки толщиной до 60 мкм можно сваривать путем подачи присадочного материала поверх двух слоев пленок. Толщину присадочного материала при сварке однослойных и армированных пленочных материалов выбирают равной толщине пленки, а ширину нахлестки – 3…4 мм (для пленок толщиной до 400 мкм). Сварку экструдируемой присадкой можно использовать для выполнения стыковых, угловых, тавровых и нахлесточных соединений. Основные типы и размеры конструктивных элементов регламентированы ГОСТ 16310-80 и определяются толщиной материала, нагрузкой, действующей на сварную конструкцию, и доступностью к месту сварки. Экструзионная сварка листовых материалов толщиной до 3 мм выполняется без разделки кромок только контактным методом, так как в этом случае разделка осуществляется при движении мундштука в процессе сварки. При бoльших толщинах следует применять V- или Х-образную разделку кромок. Важен правильный выбор угла разделки кромок, так как от него во многом зависит прочность сварного соединения. При угле раскрытия кромок до 100° для образцов с V-образной разделкой и до 80° для образцов с Х-образной разделкой прочность сварного соединения возрастает с увеличением этого угла, достигая прочности основного материала. При дальнейшем увеличении угла раскрытия кромок повышается расход присадочного материала, а следовательно, и число проходов, что приводит к снижению скорости сварки. Для получения прочных и герметичных сварных соединений следует выполнять сварку с зазором 1,5-2,5 мм. Ручной сваркой даже при наличии зазора трудно обеспечить стабильное проплавление корня шва по всей его длине. В этом случае соединения выполняют с подваркой корня шва с обратной стороны. Если обратная сторона недоступна, применяют подкладки (съемные или остающиеся). Подкладки необходимо изготавливать из материалов с малой теплопроводностью: керамические, металлические с полимерным покрытием, полимерные. Разнотолщинность свариваемых материалов в случае стыковых соединений не должна превышать 1 мм. Если разность толщин свариваемых материалов превышает 1 мм, то на листах большей толщины S1 делается скос под углом 15±5° с одной или двух сторон до толщины более тонкого листа S (рис.3.3). Подготовку кромок под сварку можно выполнять резаками (вручную), а также на фрезерном или токарном станке.
Рис.3.3. Подготовка кромок при сварке разнотолщинных материалов При сварке стыковых и угловых соединений число проходов определяется толщиной соединяемого материала и производительностью экструдера. При толщине материала до 6 мм указанные соединения можно выполнять за один проход, при толщине более 6 мм – за несколько проходов. Основными технологическими параметрами экструзионной сварки являются:
Сварка на оптимальных режимах обеспечивает прочность сварных соединений, близкую к прочности основного материала, причем оптимальные значения параметров режима не зависят от толщины материалов. Лучшие результаты достигаются при использовании присадки из того же материала, что и свариваемые. Сварка нагретым прутком чаще всего используется в монтажных условиях, где возникает необходимость в применении ручных малогабаритных устройств (рис.3.4). Расплавленный материал подается в зону сварки непрерывно поступающим в нагревательный цилиндр устройства сварочным прутком. Нагрев прутка в цилиндре осуществляется горячим воздухом или электронагревателем. Иногда этот способ используют совместно с предварительным подогревом свариваемого материала горячим воздухом. Рекомендуется использовать присадочные прутки диаметром от 2,5 до 6 мм.
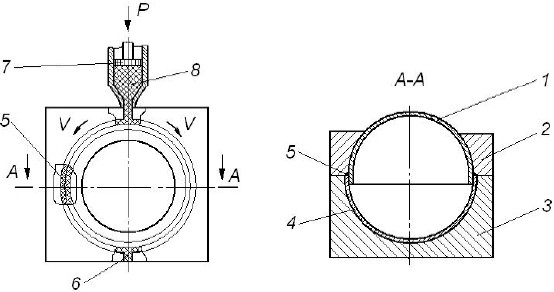
Рис.3.4. Экструзионная сварка внутреннего шва полимерной трубы Разновидностью способов сварки термопластов экструдированной присадкой является сварка литьем под давлением. В этом случае расплав подается в зону соединения из литьевой машины периодически (рис.3.5). Таким способом соединяют заранее отштампованные детали. Сварку осуществляют в специальной форме, которая имеет каналы, расположенные по линии разъема. По этим каналам продавливается расплав. Расплав, передавая часть тепла кромкам соединяемых деталей, плавит и соединяет их по линии разъема. Данный способ обладает высокой производительностью, его используют при сварке изделий в труднодоступных местах по поверхностям сложной конфигурации, когда сварка другими способами невозможна или затруднена.
Рис.3.5. Схема сварки методом литья под давлением сферической конструкции: 1 – верхняя полусфера; 2, 3 – части прессформы; 4 – нижняя полусфера; 5 – сварной шов; 6 - контрольное отверстие; 7 - литьевая машина; 8 – присадочный материал; V – направление движения расплавленного материала
|