Учебники по популярным профессиям
|
|
|
>>> Перейти на мобильный размер сайта >>> Учебное пособие Сварка пластмасс
Ультразвуковая сварка пластмассЭлектрические колебания ультразвуковой частоты (18-50 кГц), вырабатываемые генератором, преобразуются в механические продольные колебания магнитострикционного преобразователя и вводятся в свариваемый материал с помощью инструмента – волновода, расположенного перпендикулярно свариваемым поверхностям (рис.7.1). Часть энергии механических колебаний трансформируется в тепловую, что приводит к нагреву зоны контакта соединяемых деталей до температуры вязкотекучего состояния. Такая схема ввода энергии применяется для УЗС пластмасс в отличие от сварки металлов, где колебания действуют в плоскости соединяемых поверхностей, а давление прикладывается перпендикулярно к ним. Подвод энергии УЗ колебаний осуществляется за счет контакта излучающей поверхности сварочного инструмента (рабочего торца волновода) с одной или несколькими свариваемыми деталями. Такой контакт обеспечивается статическим давлением Р ст рабочего торца волновода на свариваемые детали. Это давление способствует также концентрации энергии в зоне соединения. Динамическое усилие F, возникающее в результате колебаний волновода, приводит к нагреву свариваемого материала, а действие статического давления Рст обеспечивает получение прочного сварного соединения. Подвод энергии может быть односторонним и двусторонним.
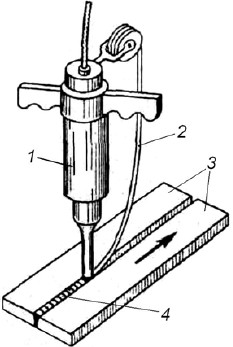
Рис.7.1. Схема ультразвуковой сварки с нормальным вводом колебаний: а – схема установки; б – эпюра амплитуды смещения колебательной системы; в – расположение векторов статического давления РСТ и динамического усилия F; А – амплитуда смещения волновода; 1 – корпус преобразователя; 2 – преобразователь; 3 – трансформатор – волновод; 4 – свариваемые детали; 5 – опора Нагрев обусловлен поглощением энергии механических колебаний в объеме материала. Наиболее интенсивное поглощение энергии колебаний и превращение её в теплоту происходит в несплошностях материала. Самая большая несплошность имеет место на границе контакта свариваемых деталей, поэтому скорость нарастания температуры на границе раздела выше, чем в объеме материала. Кроме того, возникающие при сварке поперечные УЗ колебания могут вызывать поверхностное трение на границе раздела, что также способствует быстрому нагреву материала в этой зоне. Образующаяся мягкая прослойка снижает коэффициент трения, однако сама является средой, интенсивно поглощающей механические колебания. Наконец, на границе раздела из-за наличия микронеровностей могут возникать значительные динамические напряжения, что приводит к интенсивному разогреву и оплавлению микронеровностей. Следовательно, образование сварных соединений при УЗС возможно без проплавления всего объема материала. Роль УЗ колебаний состоит и в том, что под действием мощных импульсов УЗ частоты происходит не только нагрев и выравнивание поверхностей, но и разрушение, и удаление различных поверхностных пленок и загрязнений. В значительной степени УЗС отличается от других способов также и в отношении физико-химических процессов, протекающих на границе раздела. Во-первых, воздействие колебаний на расплав полимера значительно ускоряет процесс диффузии молекул. Во-вторых, при УЗС происходит интенсивное перемешивание расплава за счет возвратно-поступательного движения излучателя. При движении вперед волновод выталкивает полимер, а при его движении назад в область разрежения, образующуюся на границе раздела, втягиваются новые порции полимера, которые вовлекаются в движение при следующем ходе поверхности излучателя. Все сказанное полностью относится к сварке жест ких полимерных материалов (например, полистирол, полиметилметакрилат), обладающих высоким модулем упругости и низким значением коэффициента затухания. Жесткие полимеры хорошо свариваются контактной и передаточной сваркой. Максимальная температура развивается в плоскости контакта свариваемых деталей. Мягкие пласт массы (полиэтилен высокого и низкого давления, полиамиды и др.) характеризуются малым модулем упругости и высоким значением коэффициента затухания. При их сварке, как правило, происходит разогрев верхней детали и её деформация. Толщина верхней детали не должна быть больше 1-5 мм. Промежуточное положение занимают полужесткие пласт массы (полипропилен, непластифицированный поливинилхлорид, поликарбонат и др.), обладающие худшими упругими свойствами по сравнению с жесткими. Эти полимеры хорошо свариваются контактной сваркой, однако передаточная сварка их затруднена из-за большой потери энергии и разогрева верхней детали. По основной схеме осуществляется подвод энергии к свариваемым деталям и при сварке с присадочным материалом (рис.7.2). Здесь статическая и динамическая силы воздействуют на присадочный материал, уложенный в V-образную разделку между свариваемыми деталями. Воздействие УЗ колебаний на пруток приводит к его пластикации, а под действием статического давления пластифицированный материал заполняет разделку, образуя прочное соединение. Для получения протяженных швов сварочную головку перемещают вдоль присадочного прутка. По этой схеме можно получать стыковые, тавровые и угловые соединения различных листов на большой протяженности и выполнять сварку однослойных и многослойных листов большой толщины (до 10 мм) и протяженности по прямолинейному, криволинейному и замкнутому контурам.
Рис.7.2. Схема ультразвуковой сварки с присадочным материалом: 1 – преобразователь с волноводом; 2 – присадочный материал; 3 – свариваемые детали; 4 – сварной шов. Близка к описанной выше схема, разработанная применительно к сварке мягких пластмасс типа полиэтилен (рис.7.3). Здесь соединение образуется за счет расплава, выдавливаемого инструментом из зоны контакта вспомогательных технологических термопластичных деталей, играющих роль присадочного материала (сварка вытесненным расплавом).
Рис.7.3. Схема ультразвуковой сварки «вытесненным расплавом»: а – перед сваркой; б – после сварки; 1 – прижим; 2 – свариваемые детали; 3 – опора; 4 - технологические детали, подвергающиеся УЗ воздействию; 5 – упор; 6 – волновод; Рпр – давление прижима; Рст – ста- тическое сварочное давление При нормальном по отношению к соединяемым поверхностям вводе энергии упругих колебаний трудно, а зачастую невозможно получить стыковые соединения листов или деталей, имеющих форму стержней значительной длины. В этих случаях наиболее благоприятным является ввод в изделие энергии колебаний в непосредственной близости от зоны сварки. Конструкции стыковых соединений при сварке с дополнительным усилием сжатия Р сж , перпендикулярным Рст, приведены на рис.7.4. По одной из этих схем (рис.7.4, а) УЗ колебания вводятся в изделие параллельно соединяемому стыку за счет прижатия к нему волновода усилием Р ст , необходимым только для осуществления акустического контакта. Для создания осадки материала в зоне сварки перпендикулярно к свариваемому стыку прикладывается дополнительное усилие сжатия Р сж > Рст . Разновидностями такой схемы являются: сварка «замкового» соединения (рис.7.4, б) и соединения «в ус» (рис.7.4, в). На рис.7.1 и 7.2 видно, что для отбора энергии от преобразователя используется один из его торцов. Другой торец преобразователя в этом случае со- единяется с экраном – амортизатором. При одностороннем отборе звуковые колебания, отражаясь от нерабочего торца преобразователя, достигают излучающей поверхности (рабочего торца) в соответствующей фазе, при этом амплитуда колебаний увеличивается примерно в два раза, а излучаемая мощность – в 4 раза.
Рис.7.4. Конструкции стыковых соединений при сварке с дополнительным усилием сжатия Рсж, перпендикулярным Рст: а – «плоский стык»; б – «замковое соединение»; в – соединение «в ус»; 1 – сварочный инструмент-волновод; 2 – свариваемые детали; 3 – опора Отбор механической энергии от преобразователя может осуществляться и с обоих торцов, в этом случае к ним присоединяют прямые или загнутые волноводы (рис.7.5). Системы с двусторонним отбором энергии обеспечивают меньшую, чем при одностороннем отборе энергии, амплитуду колебаний рабочего торца инструмента.
Рис.7.5. Схемы сварки с двусторонним отбором энергии от преобразователя: 1 – преобразователь; 2 – волновод; 3 – свариваемые детали Подвод энергии от поверхности излучателя к свариваемым деталям может быть осуществлен также с одной или двух сторон. Односторонний ввод энергии характеризуется простотой кинематических схем сварочных устройств. Свариваемое изделие располагается между рабочим торцом волновода и опорой (см. рис.7.1). При двустороннем подводе энергии используются сварочные устройства более сложной конструкции (рис.7.6). При одностороннем отборе энергии от преобразователя для двустороннего подвода необходимо наличие двух сварочных головок, располагаемых сим- метрично с обеих сторон свариваемого изделия (рис.7.6, а). При двустороннем отборе энергии возможен как односторонний подвод энергии, так и двусторонний. Двусторонний подвод энергии в этом случае осуществляется волноводами, соединенными с обоими торцами преобразователя и направленными навстречу друг другу (рис.7.6, б). Необходимый акустический контакт между частями изделия и волноводами обеспечивается при этом за счет того, что зазор между излучающими поверхностями устанавливается несколько меньше суммарной толщины свариваемых деталей. На рис.7.6, в показано устройство для сварки с односторонним отбором энергии от преобразователя и двусторонним подводом энергии, в котором рабочие торцы волноводов выполнены раздвоенными и загнутыми навстречу друг другу.
Рис.7.6. Схемы двустороннего подвода энергии с помощью двух сварочных головок (а), загнутых волноводов (б) и раздвоенного волновода (в): 1 – преобразователь; 2 – волновод; 3 – свариваемые детали Интенсивность подвода энергии, тепловыделение и деформация полимера в значительной степени зависят от условий теплоотвода от нагретого изделия к волноводу. Изменение температурного режима достигается различными приемами: обдувом поверхности контакта волновода с изделием струей воздуха, дополнительным подогревом волновода или опоры, применением теплоизоляционных прокладок между изделием и волноводом или изделием и опорой.
|








|
|