|
>>> Перейти на полный размер сайта >>> Учебное пособие Слесарное дело
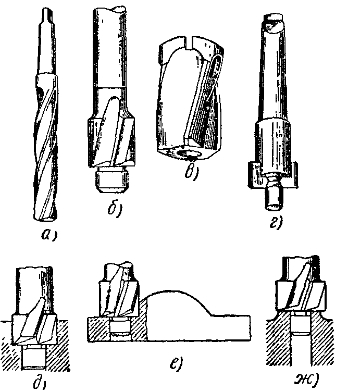
§ 10. Зенкерование. Зенкование. ЦекованиеЗенкерованием называется процесс обработки зенкерами цилиндрических необработанных отверстий, полученных литьем, ковкой или штамповкой или предварительно просверленных отверстий с целью увеличения диаметра, улучшения чистоты их поверхности, повышения точности (уменьшения конусности, овальности, разбивки). Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия, поэтому при зенкеровании оставляют еще небольшие припуски для окончательной отделки отверстия разверткой (так же, как и при сверлении оставляют припуск под зенкерование). Зенкерование обеспечивает точность обработки отверстий в пределах 3—5-го классов точности, шероховатость обработанной поверхности в пределах 4—6-го классов. Зенкерование — операция более производительная, чем сверление, так как при равных (примерно) скоростях резания подача при зенкеровании допускается в 2,5—3 раза больше, чем при сверлении. Зенкер так же, как и сверло, совершает вращательное движение вокруг оси и поступательное вдоль оси отверстия. Он обычно состоит из рабочей части, шейки и хвостовика. Зенкеры изготовляют из быстрорежущей стали Р18, легированной стали 9ХС или инструментальной углеродистой стали У12А. По конструкции зенкеры бывают цилиндрические и конические. Цилиндрические зенкеры применяют для более точной обработки отверстий в заготовках, полученных отливкой, штамповкой, а также после сверления. Цилиндрические зенкеры бывают цельные (рис. 183, а, б), насадные (рис. 183, в) и со вставной твердосплавной пластинкой (рис. 183, г). Рис. 183. Виды зенкеров (а, б, в г), примеры Примеры применения ци-оораоотки (о, е, ж) линдрических зенкеров приведены на рис. 183, д, е, ж.
Рис. 183. Виды зенкеров (а, б, в г), примеры обработки (д, е, ж) По количеству зубьев (перьев) зенкеры бывают трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадные — четыре режущие кромки. Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры. Сменные зенкеры соединяются с оправкой при помощи выступа на оправке и выреза в зенкере или же закрепляются винтом. Для снятия фасок у отверстий, получения конических и цилиндрических углублений под головки винтов и заклепок и т. п. применяют зенкование. Зенковки цилиндрические (рис. 184, а) применяют для обработки гнезд с плоским дном. Для достижения соосности с точно обработанными отверстиями зенковки имеют направляющую цапфу.
Рис. 184. Зенковки: Зенковки конические (рис. 184, б) применяют для обработки конусных гнезд центровых отверстий. Конусная часть зенковки может быть заточена под углом 60; 90 и 120°. Цекование производится цековками для зачистки торцовых поверхностей. Цековки обычно выполняются в виде насадных головок, имеющих четыре торцовых зубца. Цековками производят обработку бобышек под шайбы, упорные кольца, гайки (рис. 184, в). Зенкерование выполняют на сверлильных станках. Крепление зенкеров ничем не отличается от крепления сверл. Скорость резания при зенкеровании и зенковании должна быть примерно в полтора раза меньше, чем при сверлении сверлом такого же диаметра. При зенковании стружку следует удалять сильной струей сжатого воздуха или воды, или опрокидывая деталь, если она не тяжелая. При зенковании деталей из стали, меди, латуни, дюралюминия применяют охлаждение мыльной эмульсией. Для получения правильного и чистого отверстия припуски на зенкерование должны составлять: для зенкеров диаметром до 25 мм — 1 мм, для зенкеров диаметром от 26 до 35 мм — 1,5 мм, для зенкерования зенкерами диаметром от 35 до 45 мм — 2 мм. При зенковании и зенкеровании необходимо соблюдать те же правила техники безопасности, что и при сверлении.
|