Учебники по популярным профессиям
|
|
|
>>> Перейти на мобильный размер сайта >>> Учебное пособие Слесарь-инструментальщик
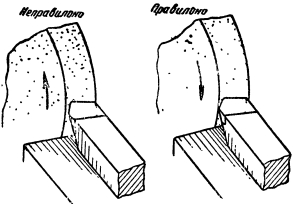
Слесарная заточка режущего инструментаНесмотря на сложность и малую производительность по сравнению с механической заточкой, ручная заточка частое явление в производстве режущего инструмента. Нередко причиной этого служит дефицит или полное отсутствие оборудования для механической заточки. Иногда к ней прибегают только потому, что невыгодно производить сложную настройку специального оборудования. Это случается при изготовлении штучного инструмента, например, инструмента второго порядка, применяемого для выполнения отдельных неповторяющихся заказов в инструментальном цехе. Ручная заточка твердо-сплавного инструмента часто вызывается также стремлением избежать появления трещин и сетки микротрещин на поверхности пластинок твердого сплава. Особенно незаменима ручная заточка, когда для образования профиля требуется удалить, большой объем твердого сплава. Ручная, или слесарная заточка осуществляется заточниками, а иногда и слесарями-инструменталыциками высокой квалификации. Она может выполняться как на простых заточных станках (точилах), так и на универсальных. Простые заточные станки должны быть оборудованы поворотными подручниками. Подручник, наклоненный под заданным углом, позволяет правильно заточить задние поверхности у лежащего на нем инструмента. Для большего удобства на верхней плоскости подручника следует закрепить упорную линейку, помогающую произвести правильную установку для образования заднего угла и углов в плане. Такая упорная линейка, будучи повернута на заданный угол, служит второй базой для установки. Ручная заточка быстрорежущего инструмента не вызывает особых трудностей. Предварительная заточка этого инструмента ведется кругами из нормального электрокорунда с характеристикой 36 СМ2-С1, а чистовая — кругами из белого электрокорунда с характеристикой 60 СМ2-С1. Значительно труднее затачивать инструмент из твердого сплава. Высокий местный нагрев при заточке резко ухудшает качество поверхностного слоя твердого отлава и режущие свойства инструмента. Малая теплопроводность и теплоемкость сплава легко вызывают местные перегревы его при заточке, появление сетки микротрещин и трещин, повышение хрупкости и выкрашивание лезвий. Поэтому при заточке твердых сплавов должны быть созданы условия, исключающие местные перегревы. Перегревы можно устрапять правильным выбором шлифовального круга и режимов заточки, обильным охлаждением и соблюдением некоторых других условий. Заточка твердосплавного инструмента ведется кругами из зеленого, реже черного, карбида кремния на керамической связке. Наиболее подходящие характеристики кругов для ручной заточки следующие: для вольфрамокобальтовых сплавов — 60 МЗ-СМ1 и для вольфрамотитанокобальтовых— 60 М2-МЗ. Наилучшей скоростью круга при заточке следует считать скорость, равную 12—14 м/сек. Очень важно избегать сильного давления инструмента на абразивный круг: давление не должно превышать 1 —1,5 кг, так как более сильный нажим не увеличит производительности заточки, зато усилит нагрев инструмента и износ абразивного круга. Затачиваемый инструмент должен плавно перемещаться в продольном направлении по рабочей поверхности круга. Нельзя допускать сильного нагрева пластинок при заточке инструмента. Если работа ведется без охлаждения, следует делать длительные перерывы в работе для остывания инструмента на воздухе. Охлаждение инструмента водой недопустимо. Высокая хрупкость твердых сплавов заставляет тщательно наблюдать за рабочей поверхностью абразивного круга. Круг не должен иметь биения и неровностей на поверхности. Заточка производится при вращении абразивного круга в сторону державки инструмента (фиг. 164).
Фиг. 164. Направление вращения круга при обработке твердого сплава. Одной из причин образования сетки микротрещин бывает совместная обработка твердого сплава и материала державки, приводящая неизбежно к «засаливанию» круга, а следовательно, и к увеличению местных перегревов инструмента. Поэтому материал державки должен быть предварительно снят другим, электрокорундовым кругом, либо пластинка на инструменте должна быть расположена так, чтобы она несколько возвышалась над корпусом инструмента. За последнее время были проведены исследования по заточке твердых сплавов торцовыми кругами из зеленого карбида кремния зернистостью 46—60, на бакелитовой связке, твердостью СМ1-СМ2. Применение таких кругов позволяет работать на скоростях 16— 25 м/сек и осуществлять больший съем металла по сравнению с абразивными кругами на керамической связке. Этими же исследованиями установлено, «что применение кругов на бакелитовой связке уменьшает опасность образования микротрещин. Микротрещины могут появиться только в том случае, если поперечная подача превышает 0,2 мм/мин.
|



|
|