|
>>> Перейти на полный размер сайта >>> Учебное пособие Шлифовальные работы
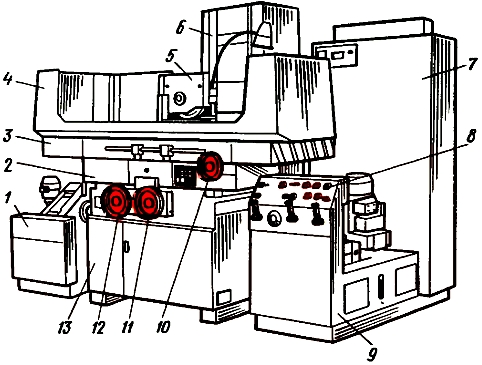
7.4. Конструктивные особенности и кинематика плоскошлифовальных станковПлоскошлифовальные станки с горизонтальным шпинделем и прямоугольным крестовым столом предназначены для шлифования поверхностей периферией круга. В пределах, допускаемых кожухом круга, возможно шлифование торцовых поверхностей. В этих станках для повышения жесткости соединений и увеличения точности и долговечности станка крестовый суппорт, стол и шлифовальная бабка имеют направляющие качения. Шпиндель шлифовального круга смонтирован на высокоточных подшипниках качения, что обеспечивает высокую жесткость, малую мощность вспомогательного хода, незначительный нагрев и, как следствие, малые температурные деформации. Для снижения влияния инерционных сил, действующих на стол в момент реверса, он имеет жесткие направляющие, собранные с предварительным натягом. Эти станки оснащаются комгшектом приспособлений, что расширяет их технологические возможности. Отдельные модификации станков этой группы предназначены для профильного шлифования (мод.ЗЕ711В-1). Для этого в станке предусмотрены механизмы отсчета поперечных и вертикальных перемещений и механизмы фиксации стола и суппорта В станке мод. ЗЕ721ГВ-1 для глубинного шлифования предусмотрена также малая скорость перемещения стола (от 0,01 м/мин). На станках мод. ЗЕ711ИВФ-1 иЗЕ721ВФ1-1 возможно шлифование при скорости круга 60 и 50 м/с. В станке мод. ЗЕ721ВФЗ-1 применены системы ЧПУ и цифровой индикации. Этот станок предназначен Для шлифования профилей, представляющих собой сочетание отрезков прямых, дуг окружностей и других кривых (детали штампов, шаблоны и др.). На станке мод. ЗЕ721ВФЗ-1 применено устройство ЧПУ мод. Н55-1, обеспечивающее автоматическое возвращение узлов в исходное положение, цифровую индикацию всех мерных перемещений, автоматическую выборку зазоров в механической системе станка при реверсах управляемых механизмов. Подача СОЖ осуществляется через систему подвижных сопл, обеспечивающих подвод СОЖ в зону контакта круга с заготовкой. На рис. 7.4 показан общий вид станка мод. ЗЕ711В-1. На станине 13 имеется крестовый стол 2 с направляющими, по которым перемещается верхний стол 3. На столе расположены защитные кожухи 4; на нем крепится магнитная плита или другое приспособление для установки и закрепления обрабатываемой заготовки. На колонне 6 расположена шлифовальная бабка 5, в шпинделе которой закреплен шлифовальный круг, работающий периферией. Органы управления станка расположены на пульте 8. Рукоятки 10, 11 и 12 соответственно механизмов продольного перемещения стола, механизма вертикальной подачи, механизма поперечной подачи расположены на передней панели. Шлифование заготовки происходит при возвратно-поступательном движении стола 3. Устройство 1 для подачи СОЖ, гидростанция 9 и электрошкаф 7 расположены вне станка.
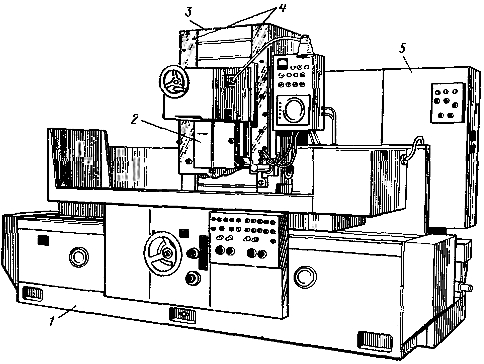
Рис. 7.4. Плоскошлифовальный станок с прямоугольным крестовым столом и горизонтальным шпинделем Плоскошлифовальные станки с прямоугольным столом общего назначения выпускают с горизонтальными и вертикальными шпинделями. По сравнению со станками с крестовым суппортом станки этой группы имеют повышенную жесткость, оснащены шлифовальными кругами больших размеров и электродвигателями большей мощности, соответственно и масса их больше. Эти станки обеспечивают более высокую производительность, однако точность обработки на них несколько ниже. В настоящее время ширина стола станков этой группы составляет 320, 400 и 500 мм. По степени автоматизации станки выпускают в двух исполнениях: неавтоматизированные и полуавтоматы с приборами активного контроля. Плоскошлифовальный полуавтомат мод. ЗП722 с прямоугольным столом и горизонтальным шпинделем (рис. 7.5) имеет следующую компоновку. На тумбе, расположенной в центре станка и отлитой за одно целое со станиной 1, крепится колонна 5, представляющая собой жесткую литую раму с проемом в средней части, по обе стороны проема расположены вертикальные направляющие 4, по которым перемещается каретка со шлифовальной бабкой 2. Короткие кинематические цепи (вертикальные направляющие и винт — гайка качения) обеспечивают получение точных стабильных подач.
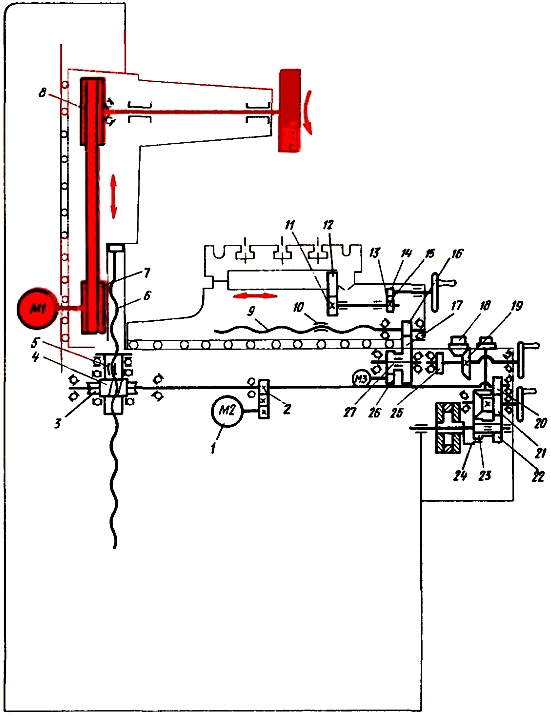
Рис. 7.5. Плоскошлифовальный полуавтомат с прямоугольным столом и горизонтальным шпинделем Вертикальное перемещение каретки со шлифовальной бабкой может быть ручное или автоматическое, осуществляемое механизмом вертикальной подачи, который крепится на передней стенке станины. Ускоренные перемещения осуществляются от механизма ускоренных вертикальных перемещений, который крепится на задней стенке тумбы станины. Возвратно-поступательное перемещение стола осуществляется по направляющим станины от двух гидроцилиндров. Для станков класса А применяют гидростатические направляющие, повышающие точность перемещения стола. В станках предусмотрены дистанционное управление столом и шлифовальной бабкой, ограждающие устройства, различные виды блокировок, аварийный отскок шлифовальной бабки. За станком расположены электрошкаф, гидростанция, установка для смазки шпинделя и агрегат охлаждения. На рис. 7.6 приведена кинематическая схема универсального плоскошлифовального станка высокой точности мод. ЗГ71М. Главное движение — вращение шлифовального круга от электродвигателя M1 через ременную передачу 7, 8. Частота вращения шпинделя постоянная. Опускание или подъем шлифовальной головки происходит с помощью винтового механизма с винтом 6 и гайкой 5, с которой жестко соединено червячное колесо 3. Вращение червяка 4 осуществляется: при ускоренном перемещении — от электродвигателя М2 через цилиндрическую зубчатую передачу 1, 2; при автоматической вертикальной подаче — от лопастного насоса, работающего в момент поперечного или продольного реверса стола, через собачку 24, храповик 23, скрепленный с колесом 22, и далее через колеса 20, 21 на червяк 4. Предел вертикальной подачи 0,002—0,05 мм. Нижний предел 0,002 мм соответствует повороту храпового колеса 23 на один зуб. Ручное продольное перемещение стола осуществляется от маховика через зубчатые колеса 14, 15, 13, 11 и рейку 12. За один оборот маховика стол перемещается на 18,1 мм.
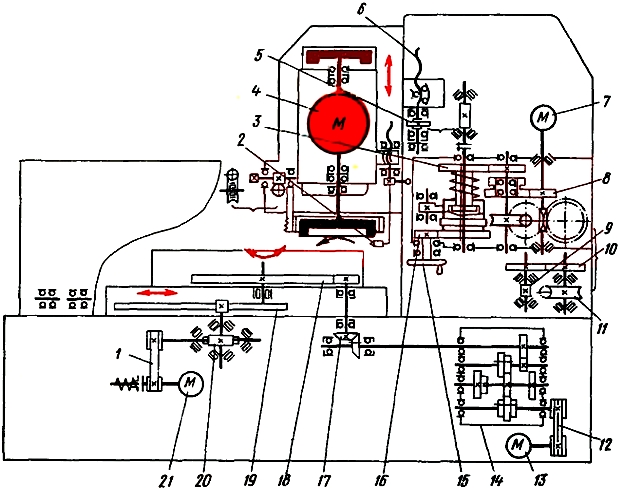
Рис. 7.6. Кинематическая схема плоскошлифовального станка с горизонтальным шпинделем В нормальном состоянии механизм ручного продольного перемещения стола разомкнут путем вывода колеса 11 из зацепления и включения микропереключателя, допускающего включение механического перемещения стола. Винт 9 с гайкой 10, закрепленные в крестовом суппорте, осуществляют поперечную подачу стола: в автоматическом режиме — от электродвигателя М3 через зубчатые колеса 26, 27, 16, 17; в ручном режиме — от маховика через колеса 17, 16. Тонкая поперечная подача осуществляется нажатием кнопки, выведенной на верхнюю поверхность, через конические колеса 18, 19 и далее через муфту 25, зубчатые колеса 17, 16. На рис. 7.7 показана кинематическая схема станка с круглым столом и вертикальным шпинделем. Вращение шлифовального круга осуществляется от встроенного электродвигателя 4, а электромагнитного стола —от электродвигателя 13 через клиноременную передачу 12, шестискоростную коробку скоростей 14, коническую 17 и цилиндрическую 18 пары зубчатых колес. Каретка стола перемещается от электродвигателя 21 через клиноременную передачу 1, червячный редуктор 20 и рейку 19.
Рис. 7.7. Кинематическая схема станка с круглым столом и вертикальным шпинделем Подача шлифовальной бабки осуществляется от электродвигателя 7 постоянного тока с приводом от магнитного усилителя и диапазоном регулирования 1:100. Механизм подачи обеспечивает:
Дозированная подача осуществляется от специальной рукоятки с собачкой 2 и храповым колесом. Выпускают станки с выдвижным столом диаметром от 400 до 1250 мм.
|