Учебники по популярным профессиям
|
|
|
>>> Перейти на мобильный размер сайта >>> Учебное пособие Шлифовальные работы
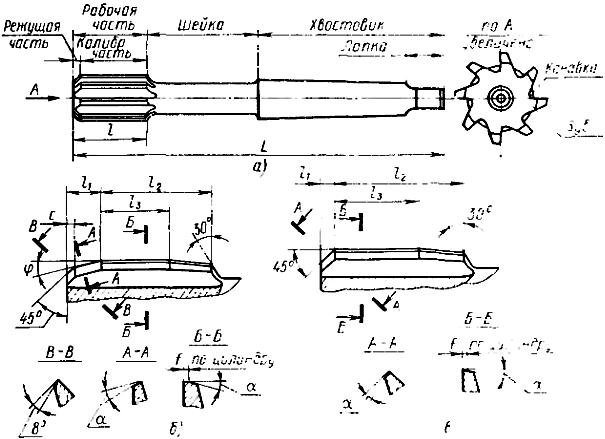
14.6. Заточка зенкеров и развертокКонструктивные элементы и геометрические параметры режущей части зенкеров и развертокДля повышения точности и уменьшения шероховатости поверхности предварительно просверленных, штампованных и литых отверстий применяют зенкерование или зенкерование с последующим развертыванием. Припуск на диаметр под зенкерование обычно устанавливается в пределах 1—2 мм, под развертывание — 0,1—0,3 мм. При зенкеровании шероховатость поверхности Rz = 40—10 мкм, а при использовании твердосплавных зенкеров Ra = 2,5—1,25 мкм. При развертывании отверстий, предварительно обработанных зенкером или сверлом, достигается шероховатость поверхности Ra = 1,25—0,32 мкм. Основные конструктивные элементы и элементы режущей части зенкера показаны на рис. 14.27. Рабочая часть зенкера длиной l состоит из режущей (заборной) части длиной l1 и калибрующей части l2. Крепежная часть хвостового зенкера состоит из хвостовика с лапкой и соединяется с рабочей частью шейкой.
Рис. 14.27. Конструктивные элементы (а) и элементы режущей части (6. в) зенкера Применяют также насадные зенкеры, имеющие коническое базовое отверстие для закрепления на оправке. По конструктивным особенностям зенкеры разделяются на цельные, составные неразъемные, у которых рабочая часть из быстрорежущей стали соединена методом стыковой сварки с хвостовиком из конструкционной стали или рабочая часть оснащена пластинками твердого сплава, и составные разъемные, у которых вставные ножи из быстрорежущей стали или оснащенные твердым сплавом механически закреплены в корпусе. Передняя поверхность зуба зенкера образуется винтовой поверхностью канавки. Различают главную заданюю поверхность и задние поверхности у вспомогательной и переходной кромок. На спинке каждого зуба располагается направляющая ленточка. Число зубьев у зенкеров — три, четыре или шесть, что обеспечивает надежное центрирование инструмента в обрабатываемом отверстии. Угол режущей части φ обычно равен 60°. При обработке чугуна его выбирают в пределах 45—60°. При обработке высокопрочных материалов зенкер имеет двойную заточку — с φ = 60° на главной кромке и с φ0 = 30° на переходной кромке (см. рис. 14.27, б, в). Ленточка на калибрующей части зенкера шириной f = 0,8—2,0 мм служит для направления зенкера в отверстии. Для повышения стойкости ленточку подтачивают на длине 1,5— 2 мм. Задний угол α в нормальном сечении на главной и переходной режущих кромках принимают в пределах 12—15°. Для нормальной работы зенкера при его изготовлении и заточке необходимо обеспечить обратную конусность, а биение по ленточкам и по кромкам не должно превышать допустимых величин (табл. 14.17). Конусность определяется отношением разности диаметров D и d конической поверхности в двух торцовых сечениях к расстоянию l между этими сечениями: k = (D — d)/l.
14.17. Допустимые биения по ленточкам, режущим кромкам и обратная конусность зенкеров При заточке зенкеров учитывают их конструкцию и уровень требований к геометрическим параметрам режущей части. При заточке хвостовых зенкеров с напайными пластинами из твердого сплава выполняют следующие операции: затачивают переднюю поверхность алмазными кругами или кругами из карбида кремния, шлифуют по наружной поверхности режущей части и обратному конусу, затачивают задние поверхности режущей и переходной частей зенкера. Основные конструктивные элементы машинной развертки с коническим хвостовиком показаны на рис. 14.28, а. Рабочая часть длиной l разделяется на режущую и калибрующую части. Рабочая часть развертки для сквозных отверстий (рис. 14.28, б) состоит из режущей части l1 с направляющим конусом с и калибрующей части l2, имеющей вначале цилиндрическую часть l3 и заканчивающейся обратным конусом. Рабочая часть развертки для глухих отверстий не имеет направляющего конуса (рис. 14.28, в).
Рис. 14.28. Конструктивные элементы (а) и элементы режущей части (б, в) развертки По конструктивным признакам различают развертки: цельные, составные неразъемные со сварными хвостовиками, составные неразъемные с впаянными пластинками, составные разъемные со вставными ножами, разжимные и регулируемые. По методу закрепления на станке развертки бывают с хвостовиком и насадные, по способу применения — ручные и машинные, по форме обрабатываемой поверхности — цилиндрические и конические. Угол φ на режущей части развертки затачивают в пределах 1-60°, обычно Ф = 5; 15 и 45°, в зависимости от назначения оизерстия, конструкции развертки и обрабатываемого материала (табл. 14.18). Для разверток, изготовляемых в централизованном порядке, устанавливается φ = 5° при обработке хрупких материалов φ = 5°, а при обработке вязких — 15°. 14.18. Угол φ заборной части разверток
На калибрующей части развертки выполняется цилиндрическая ленточка l шириной 0,1—0,3 мм, т. е. задний угол на калибрующей части равен 0°. На режущей части развертки задний угол α загачивается до 15°. Для чистовых разверток его уменьшают до 8—12°. Передний угол у разверток назначают от —5 до +15°: для вязких материалов γ = 7°, для чистовых разверток γ = 0°, для черновых γ = 8°, для оснащенных пластинами твердого сплава от 0 до 5°. Затачивают и доводят передние и задние поверхности разверток на универсально-заточных станках в центрах кругами формы Т, 12А2, ЛT, ЧЦ, 11V9, 12V5 и т. д. При заточке передней поверхности при γ ≠ 0° рабочая поверхность круга совмещается с осевой поверхностью развертки (рис. 14.29, а) или при φ ≠ 0° смещается относительно нее на величину h = 0,5Dsinγ в случае прямых зубьев или поворачивается под углом наклона винтовой линии зуба и шлифование проводят конической поверхностью круга (рис. 14.29, б, в).
Рис. 14.29. Установка шлифовального круга при заточке передней поверхности развертки: а — с прямым зубом, б, в — с винтовым зубом Зуб развертки прижимается к кругу с определенным усилием (обычно вручную) без использования делительных приспособлений или упорок. Эта операция очень ответственная, гак как равномерность съема зависит от квалификации заточника. При заточке задних поверхностей для фиксирования зуба используют упорку. При заточке прямых зубьев упорку закрепляют на столе, она выполняет только опорную функцию и перемещается вместе с развергкой. При заточке винтовых зубьев упорку закрепляют на заточной головке, она служит для придания развертке винтового движения при ее перемещении вместе со столом. Опорная кромка упорки располагается по касательной к винтовой линии зуба. Величина смещения упорки относительно осевой линии развертки определяется по соотношениям: h = 0,5 D sin α (для прямых зубьев) и h = 0,5 D sin α1 (для винтовых зубьев). При заточке и доводке разверток, особенно мелкозернистыми кругами, стремятся обеспечить минимальную площадь контакта. Это достигается уменьшением ширины рабочей части у чашечных кругов из электрокорунда и карбида кремния; поднутрением с углом 20—25° или правкой двух конических поверхностей с углами 30— 35° и 15° с оставлением узкого пояска шириной 2—3 мм; поворотом шлифовальной бабки на угол 1—3°; применением узкокромочных кругов с шириной рабочей части 1,5—2,3 мм (например, формы 11V9); созданием на задней поверхности увеличенных на 2—5° задних углов с оставлением под доводку небольшой фаски. Выбор характеристики шлифовальных кругов проводят с учетом конкретных условий: конструкции развертки, требований по точности и шероховатости поверхности, размера партии разверток и т.п. Рекомендации по выбору кругов для разных операций заточки и доводки разверток приведены в табл. 14.19. 14.19. Абразивные инструменты
При повышенных требованиях к точности и шероховатости рабочих поверхностей применяют доводочные операции по фаске на задних поверхностях и по упрочняющей фаске на передней поверхности (табл. 14.20 и 14.21). 14.20. Шероховатость Rz (мкм) разверток
14.21. Шероховатость Rz (мкм) разверток
|










|
|