В плечевых изделиях, не имеющих рукавов и воротника, срезы горловины и пройм можно обработать обтачками. Обычно обтачки выкраиваются из основной ткани, но в некоторых случаях, например в изделиях из толстой ткани, для обтачки можно использовать более тонкую ткань подходящего цвета.
Обтачки бывают прямые и косые. Прямые обтачки точно повторяют конфигурацию той части изделия, которую они обрабатывают. Косые обтачки заготавливаются в виде полоски ткани, выкроенные по косой.
Обработка при помощи прямой обтачки
Работать с прямыми обтачками проще, кроме того, они улучшают качество и внешний вид изделия. Лекала для прямых обтачек заготавливаются таким образом:
на бумагу переводится конфигурация контурных линий, которые будут обрабатываться обтачкой (линия горловины спинки, полочки, проймы спинки , проймы полочки);
от контурных линий отложить ширину припусков обтачки (обычно 40—50 мм) и провести линию ее внешнего среза;
отметить направление долевой нити, которое должно совпадать с направлением долевой нити основной детали.
По этим лекалам с учетом технологических припусков выкраиваются детали обтачек, которые необходимо продублировать клеевым флизелином. Затем передние части деталей обтачек стачиваются по плечевым швам, а обтачки пройм — и по боковым. Швы разутюживаются, а внешние срезы обтачек обметываются.
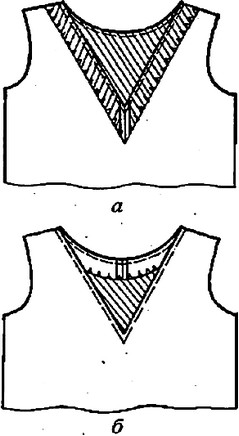
Притачивание обтачек к основным деталям производится в такой последовательности (рис. 84):
Рис. 84.
заготовленная обтачка накладывается лицевой стороной на лицо лифа так, чтобы срезы совместились, и закрепляется швейными булавками через каждые 50—70 мм (рис. 84а);
после уравнивания срезов обтачка обтачивается швом 7мм; припуск шва на округлых участках надсекается ;
обтачка отворачивается на изнаночную сторону с образованием переходного канта и выметывается по краю горловины или проймы (рис. 84б);
Для того, чтобы обтачка не отворачивалась обратно на лицевую сторону, ее нужно зафиксировать одним из предложенных ниже способов:
отстрочить в край отделочной строчкой, одной или двумя;
закрепить обтачку в плечевых и боковых швах;
закрепить внешний край обтачки ручными потайными стежками к ткани основным деталям.
При широком вырезе горловины и коротком плечевом шве срезы горловины и пройм можно обработать одновременно так называемой комбинированной обтачкой.
Для получения лекал такой обтачки необходимо перевести на лист бумаги верхние контуры основных лекал: линию середины полочки или спинки (примерно 100—140 мм), линию горловины, проймы и части бокового шва (примерно 50—70 мм). Линии середины и бокового шва соединить плавной кривой, как показано на рис. 85.
Если изделие имеет длинную застежку по спинке и линию плеча не менее 100 мм, то притачивание комбинированной обтачки производится следующим способом (рис. 85):
Рис. 85.
стачиваются плечевые швы обтачки и изделия, при этом боковые швы не соединяются;
свободные срезы обтачки обметываются или подшиваются на изнаночную сторону машинной строчкой;
изделие и обтачка складываются лицевыми сторонами, их срезы уравниваются (плечевые швы должны совпадать) и стачиваются по линиям горловины и пройм (рис. 82) швом 7—10 мм;
в местах скруглений припуски швов надсекаются и изделие выворачивается на лицевую сторону через плечевые швы;
швы приутюживаются с образованием переходного канта;
стачиваются боковые швы изделия и обтачки одновременно;
по центральному шву спинки оформляется застежка;
при необходимости по линиям пройм и горловины обтачка закрепляется отделочной машинной строчкой, если же строчка нежелательна, обтачка закрепляется, как описано в предыдущем случае.
Если в модели застежка отсутствует и горловина замкнута, а плечевой шов меньше 100 мм, то обтачка притачивается другим способом (рис. 86):
Рис. 86.
стачиваются боковые швы изделия и обтачки, швы разутюживаются;
свободные края обтачки обметываются или подшиваются;
обтачка и основное изделие складываются лицевыми сторонами, срезы уравниваются;
стачиваются поочередно швом 7—10 мм линии пройм и горловин, при этом строчки не доходят до линии плеча на 50 мм (рис. 86а);
припуски швов надсекаются и изделие выворачивается на лицевую сторону;
плечевые швы изделия стачиваются швом 10 мм и разутюживаются;
плечевой шов вытягивается между спинкой изделия и обтачкой так, чтобы показалась обтачка, плечевой шов обтачки стачивается и разутюживается, то же самое проделывается с другим плечевым швом обтачки (рис. 86б);
плечевые швы изделия расправляются и строчки по линиям горловины и проймы заканчиваются (рис. 86в);
изделие выворачивается на лицевую сторону, обтачка закрепляется одним из описанных выше способов.
Этот вариант обработки обтачки наиболее сложный, но он обеспечивает высокое качество изделия.
Обработка при помощи косых обтачек
Для обработки горловины и пройм изделий, выполненных из тонких и прозрачных тканей, лучше использовать косые обтачки.
Косые обтачки выкраиваются в виде косых (под углом 45° к направлению долевой нити) полосок ткани шириной 40—60 мм.
Эти полоски складываются вдоль пополам и приутюживаются, край их со сгибом слегка оттягивается так, чтобы обтачка приобрела выгнутую форму. Это необходимо проделать, чтобы линия шва притачивания обтачки была короче, чем ее внешний край, и обтачка не «тянула».
Притачивание обтачки производится по следующей схеме (рис. 87):
Рис. 87.
стачиваются и разутюживаются боковые и плечевые швы изделия;
на проймы и горловину с лицевой стороны накладываются обтачки так, чтобы их срезы совпали со срезом изделия, все слои ткани скалываются швейными булавками, концы обтачек пройм должны сходиться в боковом шве, а обтачки горловины — в средней линии спинки (рис. 87а);
притачивание обтачек пройм должно начинаться от бокового шва, при этом концы обтачек заходят друг на друга на 30—40 мм и изгибаются наружу, выходя за пределы среза проймы, как показано на рис. 87б;
припуски швов надсекаются (рис. 87в), обтачки отгибаются на изнанку и приутюживаются с образованием переходного канта (рис. 87г);
закрепляются обтачки либо отделочной строчкой по лицевой стороне изделия, либо притачиванием их к припускам горловины и пройм и точечным закреплением в плечевых и боковых швах (рис. 87 д).
Вопросы для повторения
Как заготавливаются и притачиваются к изделию прямые обтачки?
В каких случаях используются комбинированные прямые обтачки?
Каким образом создаются лекала комбинированной обтачки?
Как при помощи комбинированных обтачек обрабатываются проймы и горловина в изделиях с длинной застежкой на спинке?
Как при помощи комбинированной обтачки обрабатываются проймы и горловина в изделиях с коротким плечевым швом ?
Каким образом заготавливается косая обтачка?
Как при помощи косой обтачки обрабатываются проймы и горловина изделия?