Учебники
|
|
|
>>> Перейти на полную версию сайта >>> Профессиональное обучение Ручная ковка
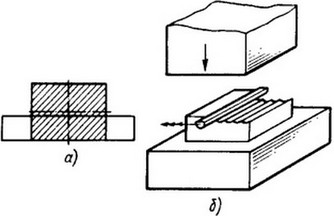
Операции машинной ковки (ч 3)Разновидности операций протяжки. Кроме протяжки на плоских и в вырезных бойках, применяемой при изготовлении поковок типа гладких и ступенчатых валов и брусьев, поковки типа колец и толстостенных труб изготовляют с помощью раскатки на оправке и протяжки с оправкой. Разновидностью протяжки является также разгонка. Раскатку на оправке выполняют, используя вместо нижнего бойка специальный инструмент, состоящий из двух опор 5 и цилиндрической оправки 3 (рис. 10.20, а). Нагретую и предварительно прошитую заготовку 1 деформируют верхним плоским узким бойком 2 на оправке 3, играющей в данном случае роль нижнего бойка. После каждого удара молота или нажатия пресса заготовку поворачивают на некоторый угол. В результате такой деформации толщина кольца 4 уменьшается, ширина незначительно увеличивается, сечение также уменьшается и, следовательно, увеличивается его диаметр. В начале раскатки используют оправку, диаметр которой равен примерно 0,9 диаметра отверстия в заготовке, затем применяют оправки большего диаметра. После получения основных необходимых размеров образовавшиеся неровности сглаживают, придавая поковке требуемые окончательные размеры.
Рис. 10.20. Схемы раскатки на оправке (а) и протяжки с оправкой (б): Раскатку на оправке применяют при изготовлении различных колец, обечаек, зубчатых венцов, бандажей и других подобных деталей. Протяжку с оправкой применяют при изготовлении пустотелых удлиненных поковок для деталей типа толстостенных цилиндров, орудийных стволов, направляющих колонн и др. Изделия могут быть гладкими или с уступами. Предварительно прошитую и нагретую заготовку 6 (рис. 10.20, б) надевают на коническую оправку 7 и деформируют на молоте или прессе с использованием вырезных, комбинированных или плоских бойков. При каждом ударе или нажатии поковку поворачивают и после одного или нескольких поворотов перемещают вдоль ее оси на величину а. Чтобы диаметр заготовки не увеличивался, а происходило только ее удлинение и уменьшение толщины, ковку ведут узкими бойками с небольшой продольной подачей. В процессе ковки заготовка плотно охватывает оправку. Чтобы облегчить съем поковки, применяют оправки конической формы с буртом 8; конусность оправки составляет 1 : 100 . . . 1 : 150. Съем поковки с оправки облегчается также при правильном направлении продольной подачи. Исходную заготовку надевают на оправку к ее бурту и куют, начиная с края заготовки, противоположного бурту. В процессе обжатия заготовка зажимает оправку на этом участке. При деформации следующего участка металл под бойками стремится течь в разные стороны, но из-за наличия бурта слева он течет только вправо. В результате зажатый ранее участок заготовки сталкивается вправо на коническую часть оправки меньшего диаметра, что и обеспечивает съем поковки с оправки. Оправка при протяжке работает в очень тяжелых температурных и силовых условиях. Для охлаждения оправки в ее центральной части выполняют отверстие, через которое пропускают воду. Чтобы уменьшить силы трения между деформируемым металлом и оправкой, поверхность последней покрывают термостойкой смазкой. Кроме того, систематически проверяют поверхность оправки, с тем чтобы на ней не было забоин, трещин и других дефектов. Оправку необходимо извлекать из поковки сразу же по окончании ковки. При протяжке заготовок на молоте или прессе особенно следят за тем, чтобы заготовка лежала на зеркале (рабочей поверхности) нижнего бойка всей своей плоскостью. Перед началом выполнения протяжки легким ударом молота или нажатием пресса заготовку необходимо выправить, чтобы обеспечить ее надежное прилегание к бойку. Разгонку (рис. 10.21, а) применяют для уширения всей поковки или ее части, как правило, концевой. Операцию можно выполнять как протяжку широкими бойками при больших подачах заготовки либо с помощью полукруглых раскаток при поэтапном деформировании (рис. 10.21,б).
Рис. 10.21. Схема формоизменения Осадка при машинной ковке производится на молотах или прессах по той же схеме, тем же правилам и с теми же целями, что и при ручной ковке. На молотах осадку выполняют с помощью плоских бойков ударами верхнего из них по торцу заготовки, которую после каждого удара поворачивают на некоторый угол вокруг вертикальной оси. На прессах небольшие заготовки осаживают также плоскими бойками за один ход ползуна и без поворотов заготовки вокруг оси. Слитки с подкорковыми дефектами надо предварительно подвергать обжиму (биллетировке), чтобы предотвратить вскрытие дефектов в процессе осадки. Во избежание продольного изгиба в процессе осадки исходная высота заготовки не должна превышать 2 ... 2,5 ее диаметра. Изгиб высоких заготовок при осадке объясняется отклонением от параллельности торцовых поверхностей заготовки и рабочих поверхностей бойков, а также возможным неравномерным нагревом по сечению и высоте заготовки. Эти факторы способствуют потере устойчивости высоких заготовок. Появившееся после начала осадки искривление заготовки немедленно ликвидируют, так как продолжение операции приведет к образованию глубокой поперечной складки. Начавшийся изгиб устраняют осадкой части заготовки со стороны выпуклости с последующей осадкой по всему торцу (рис. 10.22) .
Рис. 10.22. Схема исправления изгиба заготовки при осадке Для уменьшения бочкообразное поковки при осадке снижают трение на поверхности контакта металла с бойками путем повышения качества обработки поверхности бойков (шлифование, полирование) и применения смазок при осадке на прессах. В качестве смазочных материалов применяют графит с машинным маслом, водный раствор коллоидного графита (5 ... 10 %) и жидкого стекла (15 . . . 20 %), сухие древесные опилки и др. Дня лучшего удерживания смазки в процессе осадки на торцах заготовки выполняют круговые выточки глубиной 1 ... 8 мм при ширине 1 ... 2 мм. Проверяют также подогрев бойков или осадочных плит, позволяющий уменьшить подстывание торцов заготовок, которое затрудняет боковое течение металла в приконтактных слоях заготовки и способствует бочкообразованию. Хорошие результаты дает применение нагретых прокладок толщиной 12 . . . ... 20 мм из более пластичного материала, чем материал заготовки; устанавливают их на торцы заготовки. Для предотвращения увода в сторону осевой части слитка при осадке, искривления оси заготовки и уменьшения неоднородности деформации заготовку необходимо нагревать равномерно и до максимально допустимой для данного материала температуры (в целях снижения усилия деформирования). Чтобы торцы заготовки были гладкими и перпендикулярными ее оси, перед выполнением осадки их выравнивают легкими ударами молота или нажатиями пресса. При осадке под молотом высоту заготовки выбирают, исходя из следующего условия: ход бабы к началу деформирования должен быть более 0,25 номинального хода. В противном случае из-за недостаточного разгона бабы значительно уменьшается энергия удара молота, что недопустимо, так как осадка является самой энергоемкой из всех кузнечных операций. Интенсифицировать осадку можно разгонкой металла полукруглыми или овальными раскатками аналогично разгонке при протяжке. Раскатка при ударе бойком внедряется в заготовку и раздает ее в сторону увеличения диаметра. Рассмотренный способ целесообразно применять при небольшой высоте заготовки или при недостатке мощности оборудования. После осадки с использованием раскаток торцовые поверхности поковки выравнивают плоскими бойками. Разгонку выполняют также узкими бойками.
|