Учебники
|
|
|
>>> Перейти на полную версию сайта >>> Профессиональное обучение Ручная ковка
ОсадкаОбщие сведения. Осадка — это кузнечная операция, в результате которой увеличивается площадь поперечного сечения всей или части заготовки за счет уменьшения ее длины. Осадка является одной из наиболее распространенных операций ковки, которую применяют: для увеличения диаметра или площади поперечного сечения исходной заготовки (при отсутствии заготовки нужного сечения) круглой, прямоугольной либо фасонной формы;
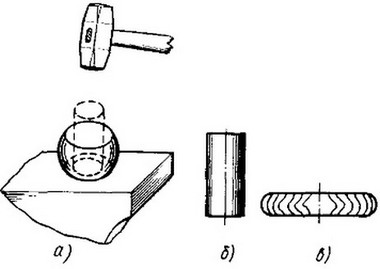
Осаживаемые заготовки перед обработкой следует нагреть до максимально допустимой для обрабатываемого металла температуры. Это значительно снижает трудоемкость изготовления поковки, сокращает число нагревов и время обработки. Различают два вида осадки — полную и неполную. К последней, в свою очередь, относят осадку концевую и серединную, которую называют также высадкой. Для выполнения осадки применяют наковальню, кувалды, клещи, ручники, гвоздильни; правку и отделку осаженной поковки осуществляют с помощью гладилок, обжимок и др. Полная осадка выполняется для увеличения сечения заготовки по всей ее длине. Равномерно нагретую заготовку устанавливают вертикально на наковальню (рис. 6.3, а) и, поддерживая клещами за середину, наносят по ее торцу несколько слабых ударов кувалдой. Затем силу ударов увеличивают, а для обеспечения равномерной осадки заготовку периодически поворачивают вокруг вертикальной оси. (Напомним, что в соответствии с законом наименьшего сопротивления при осадке квадратная форма заготовки будет стремиться к круглой.) С каждым ударом высота заготовки уменьшается, а ее сечение увеличивается — заготовка приобретает бочкообразную форму. Если бочкообразность не допускается, то в конце осадки поковку правят.
Рис. 6.3. Полная осадка: а - прием выполнения, б, в - направления волокон в заготовке-прокате до и после осадки В процессе ковки следят за тем, чтобы заготовка не изгибалась и не было перекоса. Для успешного выполнения осадки необходимо, чтобы высота исходной заготовки составляла не более 2,5 ее диаметра или стороны (если заготовка в сечении имеет форму квадрата). При высоте заготовки более 2,5 ее диаметра выполнить правильную полную осадку трудно. В этом случае под ударами кувалды заготовка теряет продольную устойчивость и изгибается. Если заготовка начала искривляться, ее тут же правят. В противном случае на боковой поверхности образуются складки, а затем — зажим (закованная складка). Складки могут образовываться также при неравномерном нагреве заготовки перед осадкой. При обработке сплавов, обладающих низкой пластичностью, высота заготовки при осадке не должна превышать двух ее диаметров, а степень деформации — допустимую величину, ограниченную пластичностью сплава. При больших степенях деформации возможно расслоение металла по волокнам и образование трещин. Если осадке подвергается заготовка из проката, то волокна, имеющие продольное направление (рис. 6.3, б), искривляются и принимают радиальное направление (рис. 6.3, в). Такая микроструктура повышает прочность деталей типа зубчатых колес. Осадку заканчивают правкой, которую выполняют с помощью гладилки. Высадка конца заготовки. Для изготовления детали типа стержня, например болта, требуется утолщенная на одном конце поковка, которую получают высадкой. Осаживаемый конец заготовки нужной длины нагревают в горне или щелевой печи до ковочной температуры. Кузнец устанавливает заготовку на наковальню нагретым концом вверх (рис. 6.4, а) и ручником показывает молотобойцу места ударов и их силу. Если требуется высадить небольшой участок заготовки, а нагрелась большая ее часть, то участок, не подвергаемый высадке,охлаждают, окуная его в воду. Под ударами кувалды нагретая часть заготовки деформируется, увеличиваясь по диаметру и уменьшаясь по длине. Холодная часть заготовки, имеющая в десятки раз большее сопротивление деформированию, сохраняет свою первоначальную форму. Так как течение металла нагретой части заготовки по периметру ничем не ограничено, под действием ударов конец заготовки принимает бочкообразную форму, плавно переходящую в нижнюю цилиндрическую недеформированную часть.
Рис. 6.4. Высадка конца заготовки: а - обычным способом, б, в - с применением гвоздильни, г - направление волокон в заготовке после высадки; 1 - заготовка, 2 - гвоздильня, 3 - наковальня Если заготовку поставить нагретым концом на наковальню и наносить удары по холодному концу, то высаженная часть будет выше, а диаметр меньше, чем в первом случае. Очевидно, что рассмотренным способом высадку конца у длинной стержневой заготовки осуществить не удастся, так как заготовка под действием ударов потеряет устойчивость и согнется. Поэтому концевую высадку на относительно длинных заготовках выполняют с помощью плоской гвоздильни. Гвоздильню 2 устанавливают над отверстием в хвостовой части наковальни 3 (рис. 6.4, б), а заготовку 1 пропускают через отверстие гвоздильни. Под действием ударов кувалды выступающая часть заготовки подвергается осадке. При изготовлении, например, болтов с квадратными головками применяют гвоздильню, имеющую соответствующее углубление (рис. 6.4, в). При осадке заготовки сечение ее торцовой части увеличивается, а металл заполняет полость гвоздильни. Очевидно, что волокнистое строение недеформированной части заготовки остается после высадки без изменения, тогда как волокна высаженной части будут как бы повторять форму головки (рис. 6.4, г) . Высадка середины заготовки также является разновидностью осадки. Среднюю осаживаемую часть заготовки нагревают до ковочной температуры в горне, ставят заготовку вертикально на наковальню и, поддерживая ее клещами в этом положении, наносят по торцу удары кувалдой (рис. 6.5) . Эти удары через холодную часть заготовки передаются ее средней части и она, как наиболее нагретая, деформируется, приобретая бочкообразную форму. Если при нагревании нагрелись и концы заготовки, то перед высадкой их охлаждают водой на требуемой длине.
Рис. 6.5. Прием выполнения высадки середины заготовки Дефекты при осадке и высадке. Нарушение технологических режимов обработки и приемов деформирования ведет к появлению следующих дефектов: изгиб заготовки; косогранность; двойная бочкообразность формы; рюмкообразность; складки; зажимы; трещины. Дефект в виде продольного изгиба (рис. 6.6, а) появляется чаще всего в том случае,если длина осаживаемой части заготовки превышала 2,5 ее диаметра и при осадке заготовку не поворачивали вокруг продольной оси. Заготовка может изгибаться также в том случае, когда она неравномерно прогрета по сечению и когда ее не правят при появлении изгиба, а продолжают осаживать.
Рис. 6.6. Виды дефектов при осадке: а - продольный изгиб, б - косогранность, в - зажим, г - рюмкообразность Косогранность (рис. 6.6, б) является результатом интенсивной осадки чрезмерно высокой заготовки (высота более 2,5 диаметра), когда удары кувалдой наносились не по центру торца, а заготовка в процессе осадки не поворачивалась вокруг продольной оси и не правилась при появлении изгиба. При невнимательной работе на поковке могут появиться такие дефекты, как зажимы, представляющие собой складки на боковой стороне поковки (рис. 6.6, в). Зажимы образуются при продольном изгибе заготовки, если запаздывают с правкой ее изогнутой части. Образовавшийся зажим ликвидировать очень трудно, а в некоторых случаях это сделать вообще не удается. Дефект в виде рюмкообразности (рис. 6.6, г) появляется при неравномерном нагреве по длине и сечению осаживаемой заготовки, а также при слабых ударах по торцу последней. Продольные трещины возникают из-за расслоения волокон, которое происходит при недостаточном нагреве заготовки и неравномерном распределении температуры по ее объему. Трещины являются наиболее опасным дефектом, поскольку они не во всех случаях могут быть обнаружены на поковке. Поэтому (особенно при ковке легированных сталей) необходимо строго следить за правильностью нагрева заготовки, т. е. за температурой и равномерностью ее распределения по объему заготовки. Безопасность труда. При выполнении операции осадки следует быть особенно осторожным при первых ударах кувалдой по заготовке, так как исходная заготовка, имеющая большую высоту, а иногда и неровные торцы, может вылететь из-под кувалды и нанести травму работающим (особенно это возможно при осадке недогретой заготовки). Кроме того, во время осадки по заготовке наносят наиболее сильные удары кувалдой и при недостаточно устойчивой заготовке инструмент, как ударный, так и подкладной, может вылететь в произвольном направлении. Это следует иметь в виду и быть осторожным.
|