Учебники по популярным профессиям
|
|
|
>>> Перейти на мобильную версию сайта >>> Профессиональное обучение Ручная ковка
Способы горячей объемной штамповкиГорячую объемную штамповку применяют для изготовления разнообразных поковок в кузнечных цехах с серийным и особенно массовым производством. Чем выше серийность производства, трудоемкость ковки и сложность поковок, тем целесообразнее переход от ковки к штамповке . Технологический процесс изготовления штампованных поковок в общем случае состоит из следующих операций: разделки прутка на заготовки; нагрева заготовок; штамповки; прошивки и обрезки облоя (заусенцев); термической обработки и контроля твердости; очистки от окалины; правки; калибровки; контроля качества (рис. 11.1).
Рис. 11.1. Общая схема технологического процесса Разнообразие форм и размеров штампованных поковок, а также материалов, применяемых для их изготовления (углеродистая и низколегированная стали, цветные металлы и сплавы), привело к возникновению разных способов штамповки и соответственно различных типов штампов и штамповочного оборудования. В зависимости от типа штампов различают следующие способы горячей объемной штамповки: в открытых штампах (открытая штамповка) ; в закрытых штампах (закрытая штамповка) ; штамповка выдавливанием; штамповка прошивкой; штамповка в разъемных матрицах. Классификацию по этому признаку следует считать основной, так как тип штампа определяет характер течения металла при формообразовании поковки. Штамповка в открытых штампах отличается тем, что полость штампа в процессе деформирования заготовки остается открытой (рис. 11.2) и штамповка сопровождается образованием облоя вокруг поковки.
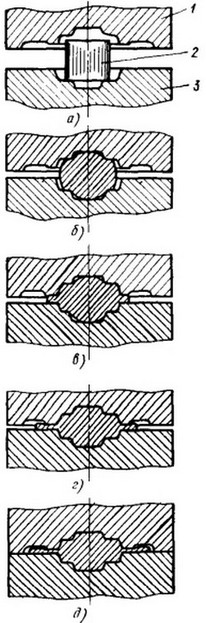
Рис. 11.2. Схема заполнения полости штампа металлом: Процесс штамповки можно разделить на несколько стадий. На первой стадии (рис. 11.2, а) при опускании верхнего штампа 1 заготовка 2 подвергается осадке между штампами 1 и 3 до соприкосновения металла с боковыми стенками полости штампа (рис. 11.2, б). С этого момента начинается вторая стадия штамповки (рис. 11.2, в), которая характеризуется одновременным течением металла в полость штампа и в боковой зазор между штампами с образованием облоя. При дальнейшем опускании верхнего штампа боковой зазор уменьшается и сопротивление течению металла в облой возрастает. В это время облой как бы закрывает попость штампа и металл затекает в еще не заполненные углы и другие труднозаполнимые участки штампа (рис. 11.2, г). На третьей стадии происходит доштамповка — вытеснение из заполненной полости штампа некоторого излишка металла в облой (рис. 11.2, д). При открытой штамповке облой выполняет технологическую функцию — закрывает выход из полости штампа и заставляет металл заполнять ее; кроме того, он компенсирует неточности объема заготовки, возникающие в процессе отрезки последней, вследствие неравномерного угара металла при нагреве и др. Колебания объема заготовки отражаются лишь на размерах облоя, а поковки являются отпечатками, идентичными полости штампа. Таким образом, требования к точности исходных заготовок для открытой штамповки могут быть снижены,что позволяет применять более дешевые и высокопроизводительные способы их отрезки на пресс-ножницах. С другой стороны, образование облоя приводит к потерям металла, составляющим до 20 ... 25 % объема заготовки (а в некоторых случаях и более); кроме того, возникает необходимость в дополнительной операции обрезки облоя в специальных обрезных штампах на обрезных прессах. Несмотря на указанные недостатки, штамповка в открытых штампах в настоящее время является наиболее распространенной. Штамповка в закрытых штампах (рис. 11.3,а) характеризуется тем, что в процессе сближения частей 1 и 2 штампа деформируемый металл заготовки 3 полностью заполняет их полость, не имея возможности вытекать в зазор между ними. Часть 2 закрытого штампа, имеющую полость, называют матрицей, а другую, входящую в матрицу часть 1, — пуансоном. Зазор z между матрицей и пуансоном должен обеспечивать только возможность их взаимного перемещения без образования облоя.
Рис. 11.3. Схемы объемной штамповки: Образование при штамповке на поковке торцового заусенца указывает на избыток металла в исходной заготовке. Это явление приводит к повышенному износу инструмента и возможной его поломке. Следовательно, для закрытой штамповки объем исходной заготовки должен быть точно равным объему поковки. Поэтому вместо высокопроизводительной отрезки заготовок на пресс-ножницах приходится применять отрезку на механических пилах, отрезных станках и др. Безоблойная штамповка позволяет экономить металл и, кроме того, не требует специального оборудования, штампов и рабочей силы дня обрезки облоя. Вследствие этого она является более прогрессивным способом получения поковок, чем открытая штамповка. Широкое применение этого способа в настоящее время ограничивается менее высокой стойкостью штампов по сравнению со штампами, использующимися при открытой штамповке, повышенными требованиями к точности размеров заготовок, а также их центрированию при установке в штампы и др. Штамповка выдавливанием (рис. 11.3,б) заключается в том, что металл заготовки продавливается пуансоном 1 через отверстие в матрице 2 на определенную величину аналогично процессу прессования, но оставшийся в матрице металл заготовки 3 является частью будущей поковки. Отштампованная поковка удаляется из штампа выталкивателем 4. Выдавливанием изготовляют поковки типа стержней с головками, например клапаны двигателей внутреннего сгорания. Кроме того, выдавливают поковки с несколькими отростками, сплошные или полые, а также с боковыми отростками (типа крестовин, тройников и др.). В последнем случае применяют штампы с двумя плоскостями разъема для обеспечения удаления поковок из штампа. Штамповка прошивкой (рис. 11.3, в) представляет собой процесс вдавливания пуансона 1 в заготовку 3, помещенную в матрицу 2. При этом металл течет в зазор между пуансоном и матрицей навстречу движению пуансона (обратное выдавливание). Прошивкой изготовляют поковки с углублениями (полостями) различной формы типа снарядных стаканов, гильз, толстостенных баллонов, втулок с фланцами и др. Штамповка в разъемных матрицах является разновидностью закрытой штамповки. Типичным примером штамповки в разъемных матрицах является широко применяемая в кузнечно-штамповочном производстве штамповка на горизонтально-ковочных машинах (ГКМ). Штампы ГКМ, состоящие из неподвижной 3 (рис. 11.4,а) и подвижной 5 матриц, а также пуансона 1, имеют соответственно две взаимно перпендикулярные плоскости разъема: между матрицами вдоль оси и между пуансоном и матрицами перпендикулярно оси пуансона. Нагретый пруток 4 круглого сечения (нагревают только часть прутка, подлежащую деформированию) подают до упора 2, который впоследствии при рабочем ходе машины отводится в сторону, а заготовка зажимается между матрицами 3 и 5 (рис. 11.4, б). Затем пуансон деформирует выступающую часть заготовки (рис. 11.4, в), отходит назад, матрицы раскрываются и освобождают заготовку (рис. 11.4, г). В соседнем отрезном ручье штампа поковка отделяется от заготовки при следующем ходе машины.
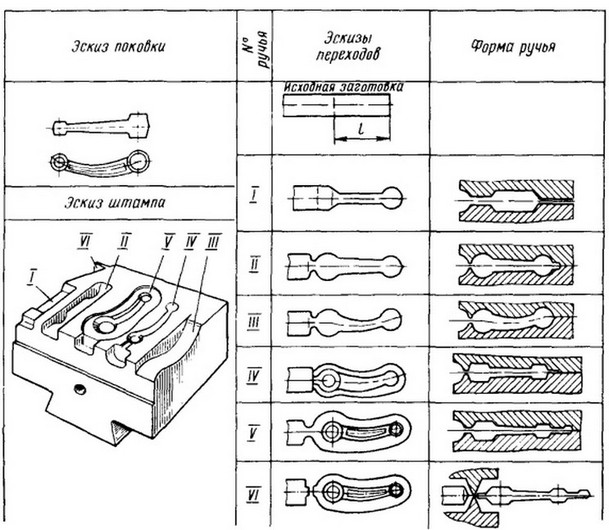
Рис. 11.4. Схемы штамповки на ГКМ: Штампы ГКМ обычно бывают многоручьевыми. В зависимости от сложности поковок матрицы могут иметь до шести ручьев. Каждому ручью матрицы соответствует свой пуансон. Чтобы заготовка в процессе деформирования была надежно зажата в матрицах, необходимо для штамповки на ГКМ применять калиброванный пруток с диаметром повышенной точности, так как при уменьшенном диаметре пруток под давлением пуансона будет выскальзывать из матриц, а при увеличенном диаметре прутка из-за неполного смыкания матриц металл будет затекать в зазор между ними, образуя продольный заусенец. На ГКМ изготовляют поковки типа стержней с головками, колец, втулок, гильз и другие, как правило, осесимметричные поковки. Полые длинные изделия высаживают из труб. При одноручьевой штамповке штамп имеет одну полость (ручей) для деформирования заготовки. В одном ручье можно отштамповать поковки только простой формы, обычно осесимметричной, когда не требуется значительного формоизменения заготовки. Более сложные, изогнутые поковки несимметричной формы в одном ручье отштамповать не удается, так как в таких случаях требуется значительное формоизменение исходной заготовки и металл не может полностью заполнить ручей сложной конфигурации. Например, поковку изогнутого рычага (см. рис. 11.5) нельзя отштамповать из отрезанного от проката прутка постоянного сечения, так как при штамповке или не хватит металла для заполнения большой головки рычага, или им переполнится малая головка, а на участке между головками будет такой избыток металла, что продеформировать это место составит трудность, не говоря уже о значительной потере металла в облой. Поэтому исходную заготовку перед окончательной штамповкой предварительно подготавливают, приближая ее форму к форме окончательного ручья. Такую подготовку выполняют или многоручьевой штамповкой, или штамповкой на горизонтально-ковочной машине либо на ковочных вальцах.
Рис. 11.5. Пример многоручьевой штамповки на молоте: При многоручьевой штамповке штамп имеет несколько ручьев постепенно усложняющейся формы. В каждом из них осуществляется необходимое формоизменение заготовки с постепенным приближением к окончательной форме и размерам поковки. Ручьи в штампах по назначению делятся на штамповочные, заготовительные и отрубные. Штамповочный окончательный ручей служит для придания поковке окончательной формы. Его форма с учетом усадки металла при остывании в точности соответствует форме поковки. С целью уменьшения износа окончательного штамповочного ручья применяют штамповочный предварительный ручей, форма которого также в основном повторяет форму поковки. Этот ручей не имеет облойной канавки, поэтому металл при штамповке может вытекать в полость между штампами. Заготовительные ручьи применяют с тем, чтобы придать заготовке форму, благоприятную для штамповки в окончательном ручье с минимальным отходом металла в облой. Отрубные ручьи служат для отделения отштампованной поковки от прутка при последовательной штамповке нескольких поковок от одной заготовки или отделения клещевины от поковки при штучной штамповке. Пример многоручьевой штамповки на молоте поковки рычага из прокатанного прутка круглого сечения показан на рис. 11.5. Нагретая заготовка на длине L деформируется сначала в заготовительном протяжном ручье L, служащем для уменьшения площади поперечного сечения на нужном участке заготовки и увеличения ее длины. Протяжку выполняют аналогично ее выполнению при ковке на узких бойках с кантовкой после одного-двух ударов. Протянутую заготовку перекладывают и деформируют затем в подкатном ручье II, увеличивая размеры сечения на нужных участках и перераспределяя объем металла вдоль оси заготовки в соответствии с распределением его в поковке. В этом ручье после каждого удара заготовку кантуют на 90 °. Из подкатного заготовку передают в гибочный ручей lll, где за один удар ей придают форму, соответствующую форме поковки в плоскости разъема. После гибки заготовку деформируют в предварительном штамповочном ручье IV для максимального приближения ее формы к форме поковки. В этом ручье отсутствует облойная канавка, но небольшой облой может образовываться в плоскости разъема между поверхностями верхнего и нижнего штампов. Штамповку заканчивают в окончательном (чистовом) штамповочном ручье V, в котором поковке придают окончательную форму, а излишек металла выдавливается в облойную канавку. Полученную поковку с облоем отделяют от прутка в отрубном ручье VI. В рассмотренном примере все ручьи расположены в одном штампе. Но они также могут быть размещены в разных штампах, установленных на рядом стоящем оборудовании
|
|






|
|