Учебники по популярным профессиям
|
|
|
>>> Перейти на мобильный размер сайта >>> Учебное пособие Металлорежущие станки
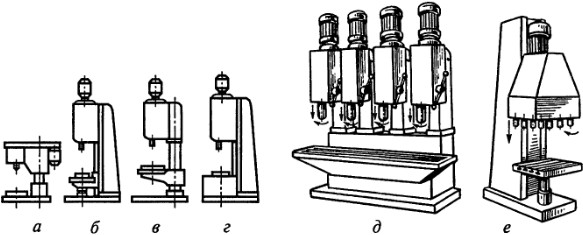
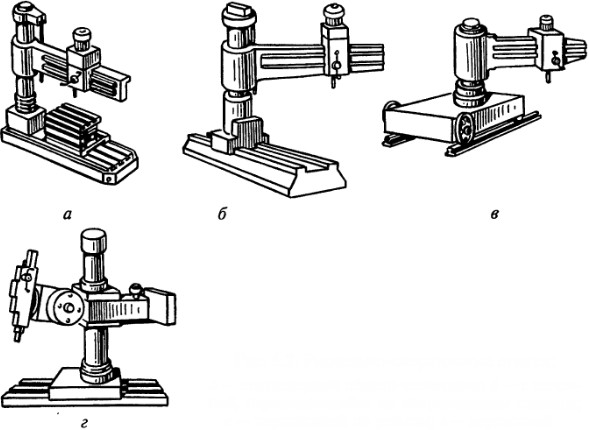
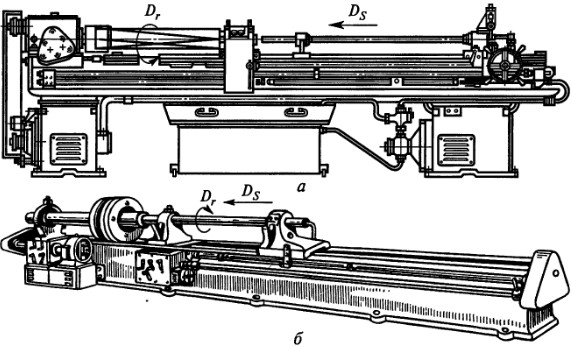
6.1. Основные типы сверлильных станков и их обозначениеСверлильные станки предназначены для обработки отверстий в сплошном материале, рассверливания, зенкерования и развертывания уже существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертками, метчиками и другими инструментами. Основными параметрами станка являются наибольший условный диаметр сверления отверстия (по стали), вылет и максимальный ход шпинделя и т.д. В зависимости от области применения различают станки универсальные и специальные, предназначенные для обработки конкретных изделий, например, путем их оснащения многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы с помощью электрических, гидравлических и других устройств (механизмов смены инструментов, например револьверных головок; многопозиционных поворотных столов с автоматически действующими зажимными приспособлениями; устройств контроля целости инструмента; других устройств, обеспечивающих надежную работу в условиях автоматизированного производства). Существуют следующие основные типы универсальных станков: вертикально-сверлильные одно- и многошпиндельные (рис. 6.1); радиально-сверлильные (рис. 6.2); горизонтально-сверлильные для глубокого сверления (рис. 6.3) и горизонтально-центровальные.
Рис. 6.1. Вертикально-сверлильные станки:
Рис. 6.2. Радиально-сверлильные станки:
Рис. 6.3. Станки для глубокого сверления: Сверлильно-расточные станки на основании классификации, приведенной в табл 1.1, отнесены ко второй группе, внутри которой их делят на типы (см. табл. 1.1): 1 — вертикально-сверлильные; 2 — одношпиндельные полуавтоматы; 3 — многошпиндельные полуавтоматы; 5 — радиально-сверлильные; 8 — горизонтально-сверлильные; 9 — разные сверлильные. Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок. Например, станок модели 2Н118 — вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18 мм, улучшен по сравнению со станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18 мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производств. Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами. Контрольные вопросы
|



|
|