|
>>> Перейти на полный размер сайта >>> Учебное пособие Слесарь-лекальщик
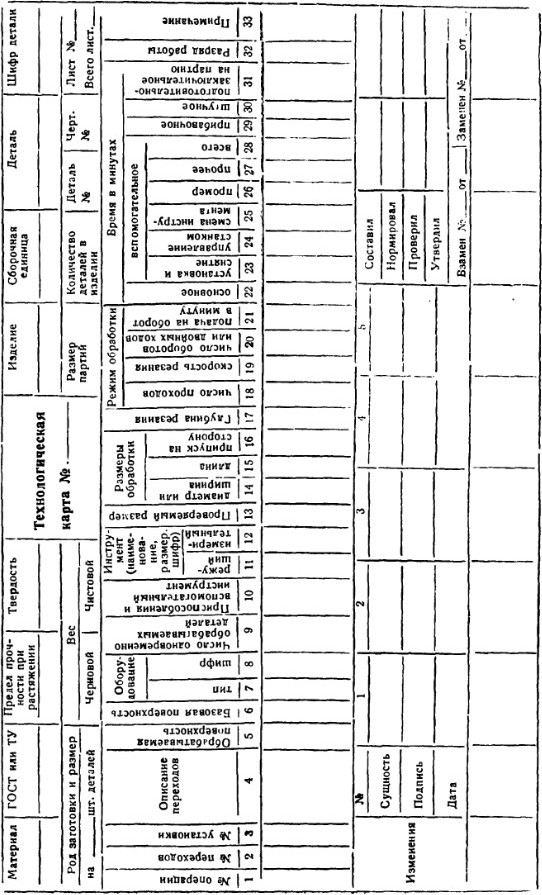
2. Технологическая документацияПри серийном производстве основным технологическим документом служит технологическая карта (табл. 8). Технологическая карта на каждую технологическую операцию отдельно составляется технологом, а затем заполняется нормировщиком. Графы: «Материал, ГОСТ или ТУ, изделие, деталь, чертеж №, шифр детали, сборочная единица, количество деталей в изделии, деталь № и чертеж №» — технолог заполняет из данных, имеющихся в чертеже изделия. Графы: «Предел прочности при растяжений и твердость» — относятся к материалу изделия в том виде, в каком он поступает на данную операцию, и заполняются технологом на основании таблиц ГОСТ или технических условий. Эти данные служат, главным образом, для подбора режимов резания. Графы: «Род заготовки и ее размер», с указанием количества деталей, изготовляемых из одной заготовки — заполняются технологом по данным чертежа изделия с учетам припусков на обработку, применяемого сортамента материалов на данном заводе и предполагаемого способа получения заготовки (прокат, отливка, поковка, штамповка). Чистовой вес проставляется по конструкторским данным: черновой юес подсчитывается технологом или берется из чертежа заготовки. Размер партии рассчитывается технологом при разработке технологического процесса. Такая технологическая карта заполняется только на одну операцию и нумерация переходов и установок в каждой операции своя. Принято переходы внутри операции нумеровать арабскими цифрами, начиная с единицы, установки — буквами русского алфавита, начиная с буквы А. Графы 1, 2, 3 и 4 (см. табл. 8) заполняются в соответствии с намеченным планом технологического процесса. Таблица 8
Графы 5 и б — заполняются из данных операционных эскизов, прилагаемых к каждой технологической операционной карте и составляемых технологом на основе намеченного плана обработки. Под обрабатываемой поверхностью понимают поверхность, с которой снимается часть материала изделия для получения необходимого размера и чистоты данной поверхности. Базовой поверхностью называют поверхность, от которой производится обработка или измерение обрабатываемой поверхности. Базовая поверхность используется для установки на нее или установки от «ее изделия для обработки. В графах 7 и 8 указываются тип и шифр оборудования, т. е. условное обозначение станка, на котором выполняется операция. Так, например, в графе 7 указывается «вертикально-фрезерный», а в графе 8 указывается «ФВ-2», где ФВ — сокращенное обозначение типа станка, а 2 — его условный размер. Графы 10, 11 и 12 заполняются в соответствии с выбранным технологическим процессом, причем в графы «приспособление, режущий и измерительный инструмент» вносят размеры, условные обозначения, шифры или номера нормалей инструментов, принятые на данном заводе. В графе 13 указываются размеры, подлежащие измерению в данном переходе. Эти размеры рассчитываются исходя из размеров чертежа и припуска на обработку. Размеры обработки (графы 14, 15, 16) ставятся по данным чертежа, операционного эскиза и процесса обработки, без учета дополнительного хода режущего инструмента. Все остальные графы заполняются нормировщиком. Заполнение этих граф особых пояснений не требует и производится на основании данных технологического процесса, паспорта станка и нормативов по техническому нормированию, разработанных на данном заводе или техническим управлением министерства. Такая подробная разработка технологического процесса оправдывается только в том случае, если производство носит крупносерийный, установившийся характер и на машиностроительных заводах применяется только для изделий основного производства завода. В заводских инструментальных цехах инструмент, изготовляемый повторяющимися партиями, изготовляется по более простому технологическому процессу, не имеющему такой подробной разработки (табл. 9.). Таблица 9
Такая технологическая карта уже составляется не на отдельную операцию, а на обработку всей детали изделия полностью. Здесь отсутствуют данные, характеризующие деталь, ссылки на установочные базы, данные о режимах резания и т. д. Эти технологические карты находят применение в инструментальных цехах заводов. По такой же форме могут быть построены типовые технологические процессы. Для редко повторяющихся мелких партий изделий прибегают к еще более сокращенному технологическому процессу, называемому маршрутным технологическим процессом. Маршрутная технология записывается на специальных бланках или на оборотной стороне чертежа изделия, включая данные: порядковые номера и названия операций, обрабатываемых поверхностей, ссылки на разряд рабочего и нормы времени. Кроме этого, на обороте чертежа делаются технологом необходимые расчеты и ссылки на номера чертежей инструмента второго порядка, т. е. инструмента для обработки инструмента, необходимого при выполнении этого заказа. Такая запись технологического процесса широко распространена в инструментальных цехах при изготовлении мелких партий измерительного инструмента. Маршрутная технология перекладывает значительную долю ответственности с технолога на рабочего и мастера и требует более высокой квалификации и знаний со стороны последних. При производстве измерительного инструмента в инструментальных цехах, где имеются слесари-лекальщики высокой квалификации (5—8 разряды) вполне достаточно такой технологической разработки.
|